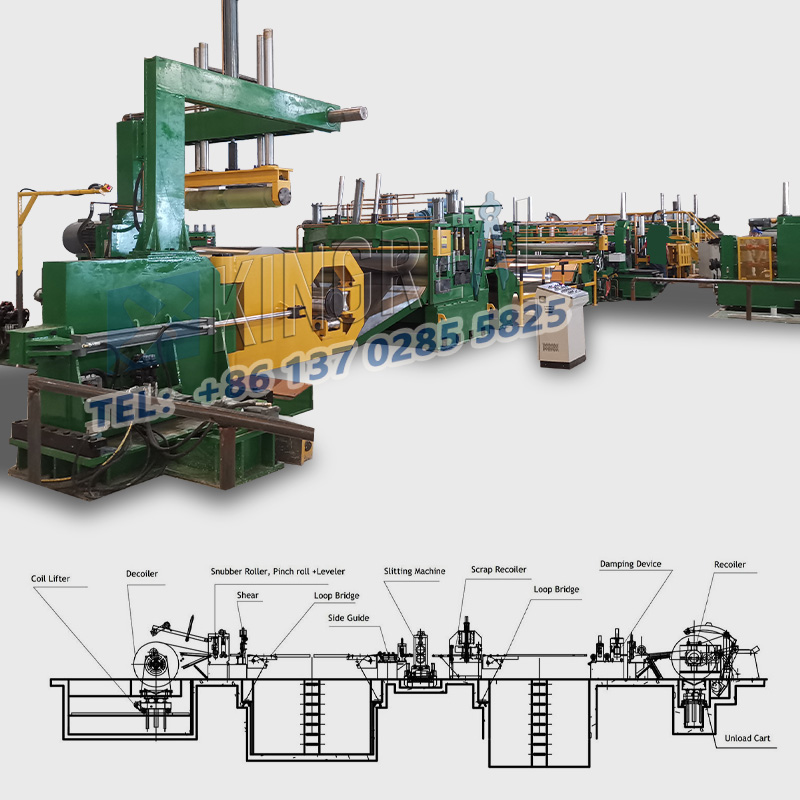
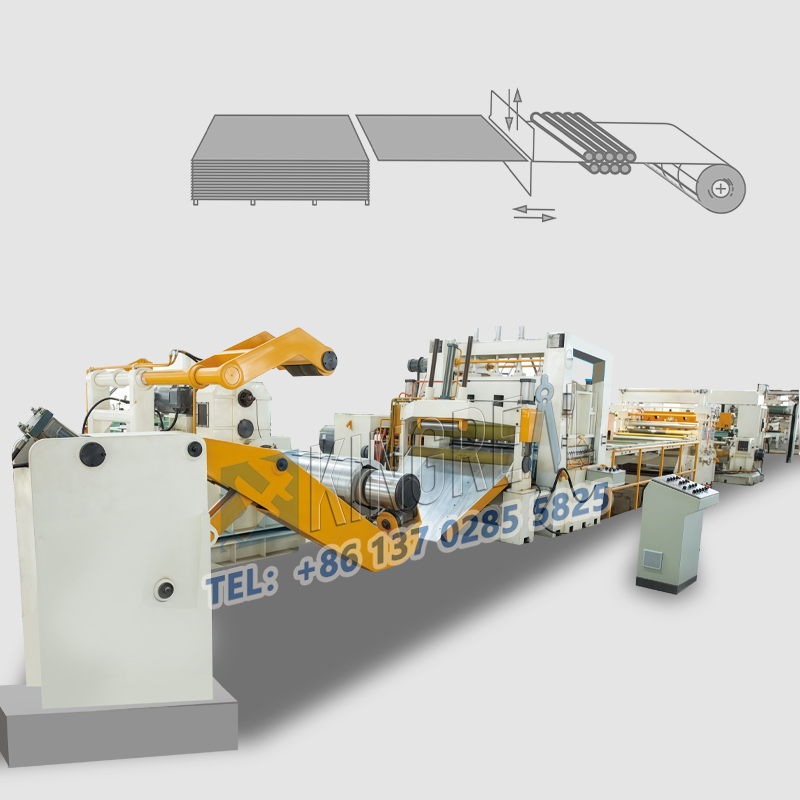
Theжоғары жылдамдықты кесу сызығы, 230 м/мин максималды жұмыс жылдамдығымен металл катушкаларды ағыту, кесу және айналдыру сияқты негізгі процестерді тиімді аяқтайды, өндіріс тиімділігі мен өңдеу дәлдігін айтарлықтай арттырады. Дегенмен, ұзақ мерзімді жоғары жүктеме және жоғары жылдамдықты жұмыс кезінде, жоғары жылдамдықты кесу машинасы дұрыс жұмыс істемеу, бөлшектердің тозуы және жеткіліксіз техникалық қызмет көрсету сияқты факторларға байланысты әртүрлі ақауларға бейім. Бұл ақаулар өндіріс барысына әсер етіп қана қоймайды, сонымен қатар өңдеу сапасын төмендетеді, тіпті жоғары жылдамдықты кесу желісінің қызмет ету мерзімін қысқартады. Тиісті операторларға жоғары жылдамдықты кесу станоктарының пайдалану мәселелерін жақсырақ шешуге көмектесу және біркелкі өндірісті қамтамасыз ету үшін бұл мақалада жоғары жылдамдықты кесу желілерін пайдалану кезінде жиі кездесетін ақаулар, олардың себептері және сәйкес шешімдер егжей-тегжейлі қарастырылады, сондай-ақ олардың қызмет ету мерзімін ұзарту бойынша практикалық кеңестермен бөліседі.
1.Дәл емес кесу өлшемдері
Дұрыс емес кесу өлшемдері ең көп кездесетін мәселелердің бірі болып табыладыжоғары жылдамдықты кесу машиналары, әсіресе жоғары жылдамдықты жұмыс кезінде. Бұл мәселе туындағаннан кейін ол сапасыз өнімдердің партиясын тудыруы мүмкін, бұл материалдық қалдықтар мен өндірістің кешігуіне әкеледі.
Себептері:
(1) Тұрақсыз кернеуді басқару. Жоғары жылдамдықты кесу сызығын кесу процесінде, орамдау, кесу және кері орау кезеңдері арасындағы дұрыс емес кернеу координациясы материалдың созылуын немесе жиырылуын тудыруы мүмкін, осылайша кесу өлшемдеріне әсер етеді.
(2) Құралдың қатты тозуы. Жоғары жылдамдықты кескіш станоктың қалақтары үнемі жоғары жылдамдықты кесу күйінде болады, бұл жиектердің тозуына, саңылауларға немесе тіпті ойықтарға әкелуі мүмкін. Бұл материалды дәл кесуге мүмкіндік бермейді, нәтижесінде өлшемдік ауытқулар пайда болады.
(3) Қалыпты ауытқуларды түзету жүйесі. Ауытқуды түзету құрылғысы материалдарды дәл тасымалдауды қамтамасыз ету үшін өте маңызды. Егер ауытқу сенсоры дұрыс жұмыс істемесе немесе дұрыс калибрленбесе, ол материалды тасымалдаудан ауытқуды тудыруы мүмкін, бұл кесу кезінде өлшемдік ауытқуларға әкеледі.
Шешімі:
(1) Кернеу параметрлерінің материал қасиеттеріне сәйкес орнатылғанын растау үшін жоғары жылдамдықты кесу машинасының кернеу реттегішін тексеріңіз. Материалдың созылуын немесе босаңсуын болдырмай, үш кезең арасында кернеудің біркелкі өтуін қамтамасыз ету үшін босату және кері орау кезінде кернеуді реттеңіз.
(2) Пышақтардың күйін үнемі тексеріп тұрыңыз. Қандай да бір тозу, доғалдау немесе ойықтар табылса, оларды техникалық сипаттамаларға сәйкес келетін пышақтармен ауыстырыңыз. Ауыстырудан кейін дәл орталауды қамтамасыз ету үшін пышақтарды дәл реттеңіз.
(3) Ауытқуды түзету құрылғысын калибрлендіріңіз, ауытқу сенсорының сезімталдығын тексеріңіз, датчик бетіндегі шаң мен дақтарды тазалаңыз және материалдың тасымалдау процесі кезінде ауытқымауын қамтамасыз ету және кесу өлшемдерінің дәлдігіне кепілдік беру үшін ауытқуды түзету параметрлерін қайта калибрлеу.
2. Материалдың ауытқуы және мыжылуы
Жоғары жылдамдықты кесу желілерін пайдалану кезінде материалдың ауытқуы және мыжылуы да жиі кездеседі, әсіресе жұқа металл катушкалар үшін, бұл мәселе маңыздырақ. Бұл тек кесу дәлдігіне әсер етіп қана қоймайды, сонымен қатар келесі өңдеуге әсер етіп, материалдық зақым келтіруі мүмкін.
Себептері:
(1) Теңгерілмеген бағыттаушы роликтер. Жоғары жылдамдықты кескіш станоктардағы бағыттаушы роликтер материалдарды тіреу және тасымалдау үшін өте маңызды. Егер бағыттаушы роликтер тегіс орнатылмаса, бетінде тозған немесе бөгде заттар бекітілген болса, бұл тасымалдау кезінде материалға біркелкі емес күш түсіреді, нәтижесінде ауытқу мен мыжылады.
(2) Ауа қысымы жеткіліксіз. Жоғары жылдамдықты кескіш станоктардың кейбір қозғаушы бөліктері ауа қысымымен қозғалады. Ауа қысымы жүйесінде ағып кету болса немесе қысым жеткіліксіз болса, бұл тиісті компоненттердің нашар жұмыс істеуіне және материалды тасымалдауды тұрақты басқара алмауына әкеледі.
(3) Біркелкі емес материалдық кернеу. Дәл емес кесу өлшемдерін тудыратын созылу мәселесі сияқты, босату және кері орау кезінде кернеудің шамадан тыс ауытқуы тасымалдау кезінде материалдың біркелкі созылуына әкеліп соқтырады, нәтижесінде мыжылған және ауытқуы мүмкін.
Шешімі:
(1) Бағыттаушы роликтердің деңгейін реттеңіз. Жоғары жылдамдықты кесу сызығы тоқтағаннан кейін, жоғары жылдамдықты кесу машинасының барлық бағыттаушы роликтерін тексеріңіз, бағыттаушы роликтердің бетіндегі бөгде заттар мен дақтарды тазалаңыз. Егер бағыттаушы роликтердің бетінде тозу болса, оларды уақытында жөндеңіз немесе ауыстырыңыз. Барлық бағыттаушы роликтердің бір деңгейде болуын және тасымалдау кезінде материалдың біркелкі кернеуін қамтамасыз ету үшін бағыттаушы роликтерді орнату бұрышын реттеңіз.
(2) Пневматикалық жүйені тексеріңіз. Пневматикалық құбырда қандай да бір ағып кетудің бар-жоғын тексеріңіз, ауа қысымын жоғары жылдамдықты кескіш машинада көрсетілген стандартқа дейін толтырыңыз және пневматикалық жүйенің тұрақты жұмысын қамтамасыз ету үшін пневматикалық клапандарды, цилиндрлерді және басқа компоненттерді үнемі тазалап, күтіп ұстау керек.
(3) Тарту және кері айналдыру кернеуін оңтайландырыңыз. Материалдың қалыңдығына, қаттылығына және басқа сипаттамаларына сәйкес, жоғары жылдамдықты кескіш машинаның кернеу параметрлерін қайта реттеңіз, тұрақты кернеуді басқару режимін қабылдаңыз және материалдың ауытқуы мен тамырдан мыжылуын азайту үшін кернеудің шамадан тыс ауытқуын болдырмаңыз.
3. Жоғары жылдамдықты кесу сызығының қалыптан тыс дірілі немесе шуы
Жоғары жылдамдықты кесу машинасы жоғары жылдамдықта жұмыс істеп, қалыптан тыс діріл немесе шуылды сезінгенде, бұл жоғары жылдамдықты кесу сызығының құрамдас бөліктерінде тозу немесе орнату мәселелері бар екенін көрсетеді. Тез арада шешілмесе, ол құрамдас бөліктердің тозуын тездетеді және тіпті жоғары жылдамдықты кесу машинасының істен шығуына және тоқтап қалуына әкелуі мүмкін.
Себептері:
(1) Мойынтіректердің тозуы. Жоғары жылдамдықты кескіш станоктың беріліс бөліктері мен бағыттаушы роликтері барлығы мойынтіректермен жабдықталған. Ұзақ мерзімді жоғары жылдамдықтағы жұмыс майлаудың жеткіліксіздігіне және мойынтіректердің қатты тозуына әкелуі мүмкін, бұл айналу кезінде діріл мен шуды тудырады.
(2) Бос жетек белдігі. Жетек белдігі жоғары жылдамдықты кескіш станокта қуат берудің негізгі құрамдас бөлігі болып табылады. Ұзақ пайдалану кезінде ол қартаюы және созылуы мүмкін, соның салдарынан жетек белдігі босап қалады. Жұмыс кезінде ол шығырға үйкеп, шу шығарады және қуат берілісіне әсер етеді, бұл өз кезегінде жоғары жылдамдықты кесу сызығының дірілін тудырады.
(3) Бос механикалық құрамдас бөліктер. Жоғары жылдамдықты кескіш станоктың ұзақ мерзімді жоғары жүктемелі жұмысы кезінде бұрандалар, бұрандалар және басқа байланыстырушы бөлшектер босап қалуы мүмкін, бұл құрамдас бөліктер арасындағы нашар байланысқа және жұмыс кезінде діріл мен қалыптан тыс шуды тудыруы мүмкін.
Шешімі:
(1) Жоғары жылдамдықты кескіш машинаның барлық мойынтіректерін тексеріңіз. Қандай да бір мойынтірек тозған, кептеліп қалған немесе қалыптан тыс дыбыстар шыққаны анықталса, уақытында майлау үшін арнайы май құйыңыз. Тозу күшті болса, мойынтіректің зақымдалуын болдырмау үшін жоғары жылдамдықты кесу сызығының жалпы жұмысына әсер етпеу үшін оны дереу ауыстырыңыз. (2) Жетек белдігінің тығыздығын реттеңіз. Жоғары жылдамдықты кесу машинасы тоқтағаннан кейін жетек белдігінің керілуін тексеріңіз. Жетек белдігі бос болса, тарту құрылғысын реттеңіз. Жетек белдігі ескірген немесе қатты тозған болса, жетек белдігі шкивке мықтап сәйкес келетінін және қуат берілісінің тегіс болуын қамтамасыз ету үшін оны уақытында ауыстырыңыз.
(3) Бұрандаларды, болттарды және басқа қосылатын бөліктерді жан-жақты тексеружоғары жылдамдықты кесу сызығы. Барлық бөліктердің тығыз жалғанғанын және жұмыс кезінде діріл мен шуды азайту үшін, әсіресе беріліс қорабының қосылатын бөліктеріне және бағыттаушы роликті бекіту орындарына назар аудара отырып, кез келген бос бөлшектерді қатайтыңыз.
(1) Пышаққа техникалық қызмет көрсету
-Күнделікті тексеру: Жоғары жылдамдықты кескіш машинаны іске қоспас бұрын, пышақтарда сызаттар, тот немесе материал қалдықтары бар-жоғын тексеріңіз. Ластануды уақытында тазалап, дақтарды арнайы тазалағышпен кетіріңіз, кептіруден кейін майлау тотқа қарсы агент қолданыңыз.
-Уақтылы ауыстыру: Пышақ күйінің журналын сақтаңыз. Құрылғының жалпы өнімділігіне әсер етпеу үшін қатты тозған немесе жиектері ойылған немесе жарылған пышақтарды уақытында ауыстырыңыз.жоғары жылдамдықты кесу сызығыпышақтың зақымдалуына байланысты.
(2) Майлауды басқару
-Негізгі бөлшектерді майлау: Мойынтіректерді, тісті доңғалақтарды, гидравликалық цилиндрлерді, шынжырларды және белдіктерді белгілі бір уақыт аралығында жылжымалы бөліктерді майлаңыз. Мойынтіректерді/тісті берілістерді күн сайын төмен тұтқыр синтетикалық маймен, гидравликалық цилиндрлерді жоғары температураға төзімді гидравликалық маймен әр 1000 сағат сайын және шынжырларды/белдіктерді ай сайын литий негізіндегі маймен майлау керек.
-Майлау алдында тазалау: Шаңды сіңіретін және майлау әсеріне әсер ететін шамадан тыс майлауды болдырмау үшін майлау алдында ескі май дақтарын тазалаңыз.
(3) Кернеу және калибрлеу
-Кернеуді бақылау: материал қасиеттеріне сәйкес кернеу параметрлерін реттеңіз. Мысалы, пленкалардың кернеуі салыстырмалы түрде төмен болуы керек, ал металл фольгалар үшін ол сәл жоғары болуы мүмкін. Қайта орау кезінде ішкі қабаттың қысылуына жол бермеу үшін тарылтуды пайдаланыңыз.
-Үнемі калибрлеу: пышақты орталықтандыруды және сенсорларды 3-6 ай сайын калибрлеп тұрыңыз. Қолдану жиілігі жоғары жылдамдықты кесу сызығы үшін жоғары жылдамдықты кесу машинасының кесу дәлдігі мен тұрақты жұмысын қамтамасыз ету үшін калибрлеу циклін қысқартыңыз.
(4) Трансмиссия жүйесіне техникалық қызмет көрсету
-Белдіктерді/тізбектерді тексеріңіз: Тым тығыз болғандықтан сырғып кетуді немесе шамадан тыс тозуды болдырмау үшін белдіктердің/тізбектердің керілуін апта сайын тексеріңіз. Қатты тозған белдіктерді/тізбектерді дер кезінде түзетуді немесе ауыстыруды орындаңыз.
-Мойынтіректерді тексеру: Әр үш күн сайын трансмиссия бөліктеріндегі мойынтіректердің тозу күйін тексеріңіз. Кез келген қалыпты емес шуды тыңдаңыз және қызып кетуді сезініңіз. Зақымдалған мойынтіректерді дереу ауыстырыңыз.
(5) Электр жүйесіне техникалық қызмет көрсету
-Жылуды таратуды тазалаңыз: Шаңның жиналуын болдырмау және жиілік түрлендіргіші мен серво драйверінің жақсы желдетілуін қамтамасыз ету үшін электр қорабының жылу тарату саңылаулары мен желдеткіштерін ай сайын тазалаңыз.
-Сымдарды тексеріңіз: жоғары жылдамдықты кесу желісінің жұмысына әсер ететін электр ақауларын болдырмау үшін сым терминалдарын қатайтыңыз және кабельдің ескіруін тексеріңіз.
Стандартталған техникалық қызмет көрсету арқылы ақаулық деңгейіжоғары жылдамдықты кесу машинасы40% -дан астамға қысқартылуы мүмкін, бұл оның қызмет ету мерзімін айтарлықтай ұзартады!