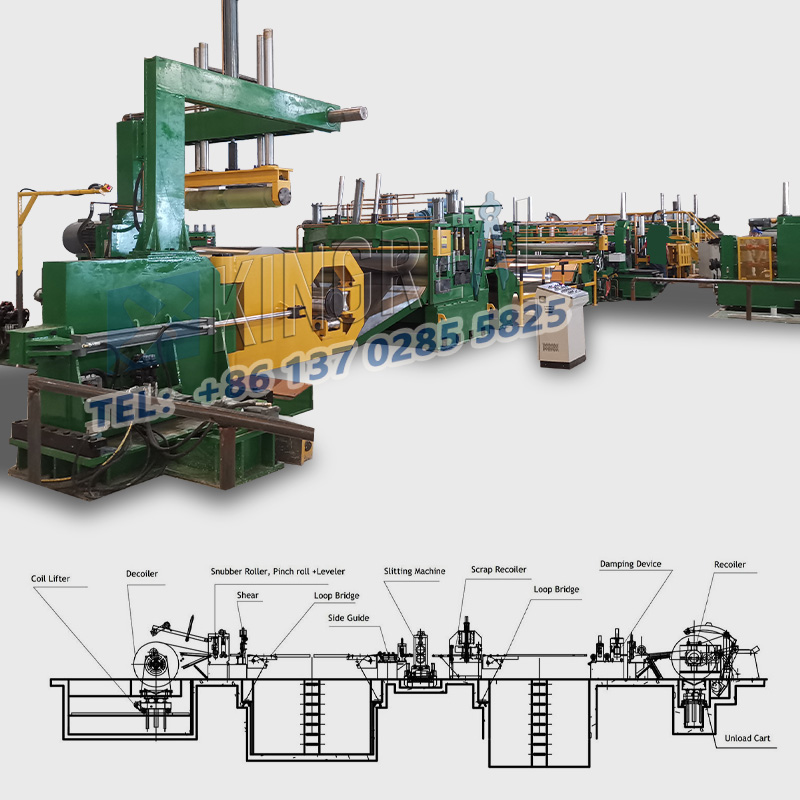
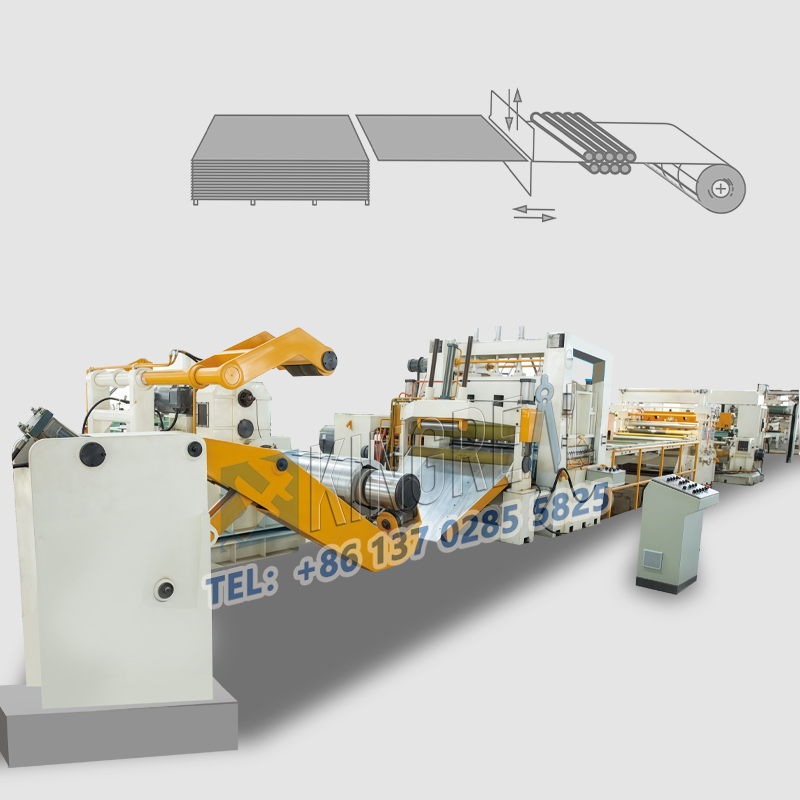
Металл орамдарын өңдеу саласында,болат жолақты кесетін станоктартот баспайтын болат, алюминий, көміртекті болат және кремний болат сияқты металл орамдарды бойлық кесу үшін қолданылады. Тар жолақтардың өлшемдік дәлдігі, кесудің тегістігі, саңылаулардың немесе камберлердің болуы немесе болмауы болат жолақты кесу сызығының жоғарғы және төменгі қалақтарының арасындағы саңылаумен тікелей анықталады.
Күнделікті өндірісте өңделетін орамның қалыңдығы өзгерген сайын немесе әртүрлі қаттылықтағы әртүрлі материалдар пайдаланылғанда, оператор бір уақытта болат жолақты кесетін станоктың қалақтарының аралығын реттеуі керек.
Пышақтың дұрыс саңылауы болат жолақты кесу сызығына тегіс, қаңылтырсыз және біркелкі көлденең қима қабаттары бар жоғары дәлдіктегі тар жолақтарды кесуге мүмкіндік береді; дұрыс емес тазарту мәндері жиектердің бұралуы, пышақтардың сынуы, жолақтардың майысуы және жиектердегі саңылаулардың жиналуы сияқты көптеген өндірістік ақауларға әкеледі. Бұл мақала, KINGREAL STEEL SLITTER, болат жолақты кесетін станоктардың қалақшаларын тазарту үшін реттеу логикасын, практикалық әдістерді және параметрді орнату сипаттамаларын толық түсіндіру үшін практикалық тәжірибені тазарту параметрлері стандарттарымен біріктіреді.

Болат жолақтарын кесу машиналарындағы пышақтарды тазарту мен жолақ дәлдігі арасындағы байланыс
Болат жолақты кесетін станоктың пышақ саңылауы дөңгелек кескіш қалақтардың үстіңгі және астыңғы жинақтары торланған кезде қалған радиалды саңылауды білдіреді. Бұл мән тұрақты константа емес, өңделген материалдың қалыңдығы мен қаттылығының екі негізгі айнымалысымен динамикалық түрде өзгереді. Бұл екі фактор кесу сапасын тікелей анықтайдыболат жолақты кесу сызығы.
1. Материалдың қалыңдығы
Өңделген орам материалының қалыңдығы өзгерген кезде, болат жолақты кесетін машинаның қалақшасының саңылауын сәйкесінше реттеу керек. Егер болат жолақты кесу сызығы қалың металл жолақтарды өңдейтін болса, пышақ саңылауын тиісті түрде арттыру керек; тым аз саңылау үстіңгі және астыңғы қалақтардың қаңылтыр материалын мәжбүрлеп қысуын тудырады, қалақ корпусындағы жүктемені бірден арттырады, бұл қалақшаның оңай сынуына және кескіш білігінің деформациясына әкеліп соғады, болат жолақты кескіш станоктың кескіштері мен шпиндельдің қызмет ету мерзімін айтарлықтай қысқартады.
Керісінше, болат жолақты кесу сызығы жұқа материалдарды өңдеуге ауысқанда, пышақ саңылауын азайту керек. Егер саңылау тым үлкен болса, қаңылтыр материалы пышақтар арқылы толығымен кесілмейді, кесу процесінде материалдың жиектері жыртылады және дайын жолақтың екі жағында көп мөлшерде саңылаулар пайда болады. Ауыр жағдайларда, бүкіл тар жолақ өлшемдік рұқсаттардан асып түсетін және төменгі штамптау, майыстыру және қалыптау процестерінің талаптарына сәйкес келмейтін камераға ие болады.
Қалыңдығы 0,1 мм-ден аз өте жұқа металл жолақтар үшін металды кесетін станоктың теориялық пышақ аралығы нөлге жақындайды, дәлдікпен кесуге қол жеткізу үшін қалақтардың микроблокировкасына сүйенеді.
2. Материалдың қаттылығы және созылу беріктігі
Әртүрлі металдар созылу беріктігі мен қаттылығында айтарлықтай айырмашылықтарды көрсетеді, нәтижесінде болат жолақтарын кесетін станоктар үшін жарамды пышақ саңылауларының мүлдем басқа диапазондары пайда болады. Қалың көміртекті болат, тот баспайтын болат және кремний болат сияқты қаттылығы жоғары, беріктігі жоғары материалдардың тығыз молекулалық құрылымдары және кесуге төзімділігі жоғары, бұл болат жолақтарын кесу желілерінде үлкен пышақ саңылауларын қажет етеді. Таза алюминий және жұқа алюминий парақтары сияқты жұмсақ, беріктігі төмен материалдардың пластикалық қасиеті жоғары және кесуге төзімділігі төмен, бұл болат жолақтарын кесетін станоктарда пышақ саңылауларының сәйкесінше кішірек болуына мүмкіндік береді.
Металды кесудің физикалық принципі таза кесу емес, қаңылтыр материалының пышақ қысымымен ішінара кесу және созылу сынуы болып табылады. Қаттылығы жоғары материалдарда пластмасса сынуының жоғары үлесі бар, бұл тегіс көлденең қимаға қол жеткізу үшін үлкен бос орындарды қажет етеді. Жұмсақ алюминий үлкен пластикалық деформацияны көрсетеді; шамадан тыс бос орындар материалдың экструзиясын, қабыршақтануын және бұралу ақауларын тудыруы мүмкін.
Болат жолақтарын кесу сызығының пышақ саңылауын стандартты реттеу әдісі
Қазіргі уақытта ең негізгіболат жолақты кесетін станоктарнарықта пышақ саңылауын дәл бақылауға қол жеткізу үшін дәл кескіштерге сүйенеді. Әртүрлі қалыңдықтағы қалқандар мен төлкелерді қосу немесе алу арқылы жоғарғы және төменгі кескіш білігінің қалақтары арасындағы радиалды саңылау дәл басқарылады. Толық реттеу процесі төрт негізгі операциядан тұрады:
(1) Шимді негізгі бос орынға сәйкестендіру
Ресми кесу алдында алдымен орамның материалы мен қалыңдығын растаңыз, саңылау параметрлері кестесіне сәйкес негізгі саңылау мәнін таңдаңыз, содан кейін кескіш білігінің екі жағында және болат жолақты кесу сызығының қалақтарында құрастыру үшін сәйкес қалыңдықтағы дәлдіктегі кесектерді таңдаңыз. Дәл сәйкестендірілген төсеніш қалыңдығы болат жолақты кесетін станоктың қалақтарының біркелкі қосылуын қамтамасыз етеді, бұл кесу процесі кезінде бір жақты экструзияны, сынуды және жиектердің бұралуын болдырмайды. Бұл пышақтың тозуын айтарлықтай азайтады және кескіштердің барлық жиынтығының қызмет ету мерзімін ұзартады.
(2) Тегістеу және түзету қалақтарының концентрлігі
Егер болат жолақты кесу сызығы ұзақ уақыт бойы жоғары қарқындылықта пайдаланылса және пышақтардың бір жағында соғылып қалса, пышақ концентрлігі теңгерімсіз болады. Тізбектің техникалық сипаттамалары дұрыс болса да, пышақ саңылауы жұмыс кезінде өзгеріп отырады. Ақаулықтың бұл түрін белдеулерді пайдаланып реттеу мүмкін емес. Пышақтардың барлық жинағын болат жолақты кесетін станоктың кескіш білігінен бөлшектеу керек, қайта ұнтақтау және сыртқы тегістеу, қалақтың концентрлілігін түзету үшін кәсіби тегістегішке жіберу, содан кейін белдік аралығын қайта реттеу алдында болат жолақты кесу сызығына қайта орнату қажет.
(3) Теңгерімсіз кескіш кескіш біліктерді түзету
Болат жолақты кесетін станоктың жоғарғы және төменгі кескіш біліктері ұзақ уақыт бойы кесу әсерлеріне ұшырайды, бұл аздап майысуға және беттің біркелкі емес тозуына әкеледі. Біліктің айналуы кезінде пышақ саңылауы мезгіл-мезгіл ауысады, нәтижесінде дайын жолақтың бір жағында бөртпелер пайда болады, ал екінші жағында тегіс кесіледі. Бұны шешу үшін станокты тоқтатып, болат жолақты кесу сызығының кескіш білік жинағын бөлшектеп, білік корпусындағы тозған жерлерді жерге және түзетуге және айналу нәтижесінде пайда болатын саңылаулардың ауытқуын жою үшін кескіш білігінің динамикалық тепе-теңдігін калибрлеу керек.
(4) Түтікшелермен кесу аралығын тұрақтандыру
Шималар мен сепаратор төлкелері болат жолақты кесу машинасындағы саңылауларды реттеуге арналған негізгі қосалқы құрамдас бөліктер болып табылады. Кесу қалақтарының әрбір тобының екі жағында орнатылған, олар қалақтарды дәл ажырата алады, бір топтық кесу аралығын басқара алады және жоғарғы және төменгі қалақтардың көлденең параллельділігін сақтай алады. Жоғары берік болаттан жасалған тығыздағыштар мен төлкелер жоғары қаттылықты қамтамасыз етеді, пышақтарды құрастырудан кейін қырып кетуден және соқтығысудан сақтайды. Олар сондай-ақ бірнеше жолақтарда тұрақты кесу дәлдігін сақтай отырып, бүкіл болат жолақты кесу сызығының кескіш білігінің бірнеше кескіш қалақтарының арасындағы біркелкі қашықтықты қамтамасыз етеді.
Болат жолақтарын кесу желілерінің қалақ саңылауларының параметрлері үшін стандартты орнату сипаттамалары
Пышақ аралығын орнатуға арналған негізгі анықтамаболат жолақты кесетін станоктарөңделетін материалдың қалыңдығы, қаттылығы және созылу күші. Төмендегі кестеде болат жолақты кесу сызықтарымен үйлесімді әртүрлі жиі қолданылатын металдар үшін стандартты саңылау көрсетілген:
|
Қалыңдығы |
Тот баспайтын болат |
Алюминий |
Болат |
Көміртекті болат |
Силикон Стиl |
| <0,1 мм |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 мм |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 мм |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 мм |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Болат жолақты кесетін станокта қалақ аралығын реттеу орамды кесетін дайын өнімнің сапасын бақылаудың негізгі процесі болып табылады. Саңылау мәнін дәл сәйкестендіру өндіріс тиімділігіне, құралдың тозуына және болат жолағын кесу сызығының дайын өнімнің біліктілік деңгейіне тікелей әсер етеді. Болат жолақты кесетін станоктың күнделікті жұмысы кезінде операторлар материалға және қалыңдығына сәйкес келетін саңылау параметрлерін есте сақтауы керек, дұрыс реттеу үшін дәлдіктегі шығыршықтарды пайдалануы керек, бұрғылар, жоңқалар және өлшемдік ауытқулар сияқты өндірістегі ақауларды азайту үшін қалақтарды және кескіш білігін үнемі тексеріп отыруы керек.
Қосымша ақпарат алу үшінболат жолақты кесу сызығыіске қосу, құрал таңдау, катушкаларды өңдеу бойынша кеңестер немесе тот баспайтын болат, көміртекті болат және алюминий үшін жарамды толық автоматты болат жолақ кесетін станоктарды теңшеу үшін тікелей KINGREAL STEEL SLITTER компаниясына хабарласыңыз!