1. сақтау үстелі: өңделетін шикізат үшін пайдаланылады, сондай-ақ шикізат күту орны деп аталады, әдетте теңшелген 1-2.
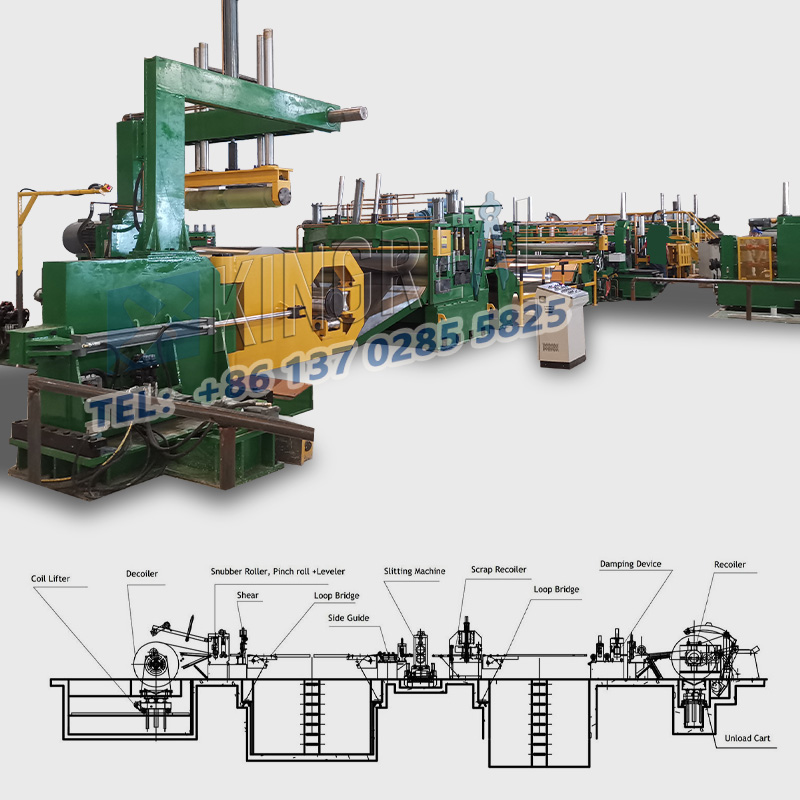
2. Роликті тасымалдау арбасы: сақтау үстелінде сақталатын шикізатты орағышқа тасымалдаңыз және шикізатты көтерілу, құлау, алға-артқа жылжыту және т.б. функциялары арқылы ашқышқа салыңыз. Ол әдетте көрнекі/қолмен қабылдайды. режимінде немесе оны толық автоматты «V» жазықтығына немесе орамдық жазықтыққа айналдыруға болады.
3. Uncoiler: әдетте бір консольдық түрі, мысалы, шикізат салмағы үлкен, ашатын барабанның қосалқы тірегінің соңына қосылуы керек, ашатын орын әдетте функцияның қозғалысына дейін және кейін жалғыз бойымен параллельді бағытқа ие болады. , шикізатты орталықтандыруды тиімді және тез аяқтай алады, әдетте визуалды/артқы режимді, сонымен қатар толық автоматты автоматты орталықтандыруға айналдыруға болады, бірақ қымбат төлемдердің құнын арттыру қажеттілігі.
4. Қысқыш, тегістеу және пластина басының ығысуы: қысқыш дөңгелегі әдетте гидравликалық, пневматикалық және электрлік көтеру құрылғылары болып табылады, тегістеу машинасы әдетте көтеру және орналастыру тұрақтылығын қамтамасыз ету үшін электрлік көтеру және червякты беріліс құрылымы болып табылады, пластинаның басын кесу әдетте гидравликалық кесу болып табылады. дискінің ұшына түсетін шикізаттың шайылуын қамтамасыз ету үшін машина. Құрылғының желі жылдамдығының біркелкі және синхрондалғанын қамтамасыз ету үшін жетек әдетте қадамсыз жылдамдықты қозғалтқышпен басқарылады.
5. Тірі шұңқырлар жинағы: әдетте тереңдігі 2-4 метр, ұзындығы 3-4 метр болатын шикізат сақтау буферлік шұңқыры ретінде белгілі, қысқыш және бойлық ығысу жылдамдығына сәйкес буфер құрылғысындағы шикізат ретінде, әдетте гидравликалық электр көтеру өтпелі платформа, шикізатты қысқышқа және құрылғыны бағыттау үшін жағына, өтпелі пластина әдетте шиыршықтардың өтпелі бетімен және сызаттарға төзімді материалдармен байланысы ретінде пайдаланылады.
6. Бүйірлік бағыттауыш және қысқыш құрылғы: бүйірлік бағыттауыш көлденең орналастырудың бойлық ығысуындағы шикізаттың қозғалмауын қамтамасыз ету үшін әдетте тік ролик түрін немесе тік пластина құрылымын қолданатын жылдам алға бүйірлік орналасу құрылғысындағы шикізат сияқты. іске қосылып, дайын өнімнің ығысу енінің нашар болуына әкеледі; қысқыш құрылғы әдетте роликтерде пайдаланылады, жыныстың таралуын кесу алдында шикізатты қамтамасыз ету үшін.
7. Кесетін станок осы өндіріс желісінің негізгі құрылғысы ретінде қалақтардың және аралықтардың әртүрлі комбинациялары арқылы дайын өнімдердің әртүрлі енін кеседі. Кесу пышақ білігінің дәлдігі өте жоғары. Оның бойлық ағуы, бүйірлік иілу және оның механикалық беріктігі кесу өнімдерінің дәлдігін анықтайды. Дөңгелек қалақ пен пышақ аралық тетігі сияқты оның керек-жарақтарына қойылатын дәлдік талаптары да кесу өнімінің дәлдігін және өңдеу өніміне тікелей әсер ететін пышақтың орналасу уақытын анықтайды. Қайта ораудың екі түрі бар: резеңке сақинаны кері орау және қысым пластинасын қайта орау, ал пышақ пен қалақ аралығының орналасуында гайканы орналастыру және қымбатырақ гидравликалық білік құлыптау және т.б. бар. Қайта орау әдісінде кері ораудың екі түрі бар: резеңке сақинаны кері орау және қысымды пластинаны кері орау.
8. Өтпелі платформа: өтпелі платформа - бұл құрылғының ішіндегі буферлік шұңқырлардың дайын жиынтығына кесілген дайын өнімге көшу, оның талаптары қалақ қатарын жеңілдету үшін дискінің кесу бөлігіне жақын жерде еркін көтерілуі мүмкін. топтық және дайын өнім сапасын өлшеу және басқа да функциялар, түйіндер бар беспорядок қалыптастыру шұңқырлар тірі жинағына ығысу құлап кейін дайын өнім алдын алу үшін материал қысым пластина құрылғының соңы бекітілген бөлігінде.
8. Сынық жиегін қайта орау машинасы: сынықтар жиегін қайта орау машинасы сынық жиектерін материалды кескеннен кейін, әдетте бұрандалы бағыттауышпен толықтырылған сынық жиектерінің сымын сақтау мен тасымалдауды жеңілдету үшін диск түріндегі жинау құрылғысын қабылдайды. құрылғы немесе жұдырықшалы байланыс типті бағыттаушы құрылғы, ол шексіз айнымалы жылдамдықты және кернеумен басқарылатын қозғалтқыш жетекті қабылдайды, авариялық тоқтату тежегіштерімен толықтырылады және жүкті қолмен түсірудің және автоматты түсірудің екі әдісі бар.
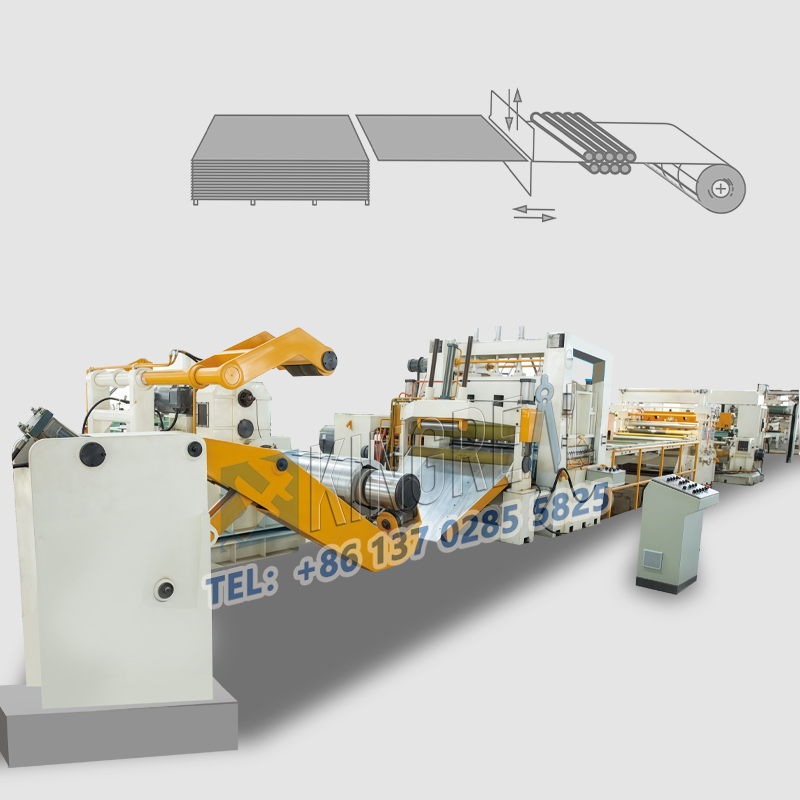
9. Алдыңғы бөлу құрылғысы: Алдыңғы бөлу құрылғысы дайын таспалар кернеумен қысылған кезде көлденең белбеу және қабаттаспау үшін дайын өнімдерді кернеу өндірісіне кірер алдында бөлуге арналған, әдетте екі жақты бөлу және бөлуден тұрады. позициялау және өткізіп жіберуге қарсы белдік прес доңғалақтары, ал алдыңғы бөлік пресс дөңгелектеріне байланысты престелген пластинаның пластикалық деформациясын болдырмайтындай етіп көтеруге және түсіруге болатын бөлу білігін қабылдайды, ал бөлу білігі жылжымалы бағыттаушы рельсті қабылдайды. Бөлгіш білік сырғанау арқылы ыңғайлы және икемді түрде шығарылуы мүмкін, бұл үшін пайдалы болу үшін бөлу білігі бөлімдердің қатарын топтастыруды жеңілдету үшін оңай және икемді түрде шығарылатын жылжымалы бағыттаушы рельсті қабылдайды.
10. Бұрынғы бөлу құрылғысы: бұрынғы бөлу құрылғысы дайын өнімдерді кернеу өндірісіне кірер алдында ажырату болып табылады, осылайша дайын өнімдер керілумен қысылған кезде көлденең жолақ болып, қабаттаспайды және ол әдетте тұрады. екі еселенген бөлу және орналастыру және өткізіп жіберуге қарсы белдік прес доңғалақтарының, ал бұрынғы бөлім пресс дөңгелектерінің әсерінен престелген пластинаның пластикалық деформациясын болдырмайтын көтеруге және түсіруге болатын бөлу білігін қабылдайды, ал бөлу білігі жеңілдету үшін бөлгіш білік сырғанау арқылы ыңғайлы және икемді түрде шығарылуы мүмкін жылжымалы бағыттаушы рельс Бөлгіш білік жылжымалы бағыттаушы рельсті қабылдайды, осылайша бөлу білігінің қатарын топтастыруды жеңілдету үшін икемді және ыңғайлы түрде шығарылуы мүмкін. парақтар.
11. Кернеу генерациялау станциясы: Кернеу генерациялау станциясы, әдетте, кернеуді генерациялау функциясына қол жеткізу үшін қысымды көтеру және төмендету үшін реттелетін гидравликалық қысымды қабылдайтын пластиналық кернеу станциясына, белдік керу станциясына және роликті кернеу станциясына бөлінеді, ал белдік түрі мен ролик. түрі шиеленісті тудыру үшін сырғымалы үйкеліске төзімділікті қабылдайды.
13. Қайта орау машинасы: дайын өнімді қайта орау машинасы деп те белгілі, қайта орау машинасы, дайын өнімді біркелкі алуды жеңілдету үшін жабдық орамына оралатын бөлшекті кесу машинасы болып табылады. дайын өнімді таспаның қиылысуын болдырмайтын бөлу құрылғысы, қабатталған таспа және дайын өнімнің соңы орамның жалпақ, гидравликалық көтеру, дайын өнімдегі теңгерім клапанымен толықтырылған барған сайын автоматты түрде теңестіруге болады. гидравликалық жетектегі итергіш пластина құрылғысының көтерілуі, дайын өнім барабаннан алынады. Ауыр орамдарды жинау кезінде көмекші тірек құрылғылары қолданылады. Материалдың үлкен орамдарын орау кезінде орама қуатының сақталуын қамтамасыз ету және таспаның көтерілмеуін қамтамасыз ету үшін жетекші қозғалтқыш тұрақты қуатты қозғалтқышпен қозғалады. Жылдам тежеу тежегіші белдіктің пышақты тартуына жол бермейді.