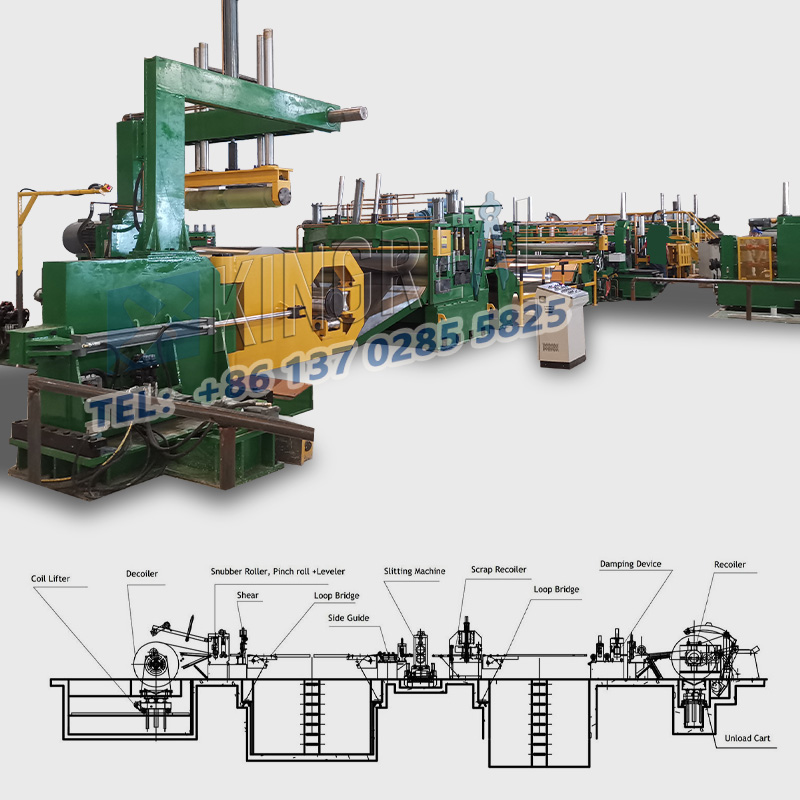
Бойлық кескіш орамды кесетін машинанегізінен кремний болат қаңылтыр, алюминий катушка, мырышталған катушкалар, тот баспайтын болат, қарапайым көміртекті болат және басқа да катушкалар мен бірнеше шағын жолақтарға кесу ұзындығы бойынша парақ материалының жолақтарын пайдалануда қолданылады. Бойлық кескіш металл кескіш станок белгілі бір дәрежеде бойлық кескіш, кескіш станок, прокаттаушы қайшы, дискті кескіш, кескіш машина ретінде де белгілі.

Функцияның сипаттамасы: Кесетін және болат кесетін машина кремний болат парағын, алюминий катушкасын, мырышталған катушкаларды, тот баспайтын болатты, қарапайым көміртекті болатты және басқа катушкаларды ұзындық бағыты бойынша бірнеше шағын жолақтарға кесу үшін қолданылады. Бойлық кескіш кескіш станок жоғарғы және төменгі пышақ біліктерінен және қозғалмайтын, синхрондалған көтеру құрылымынан тұрады. Бляшка құйылады, қартаюды өңдеу, бұрғылау машинасын дәл өңдеу. Жоғарғы және төменгі кескіш біліктерді жону, жоғары жиілікті өңдеу, тегістеу, хромдау, содан кейін тегістеу сияқты көптеген процестер арқылы жақсы өңделеді.
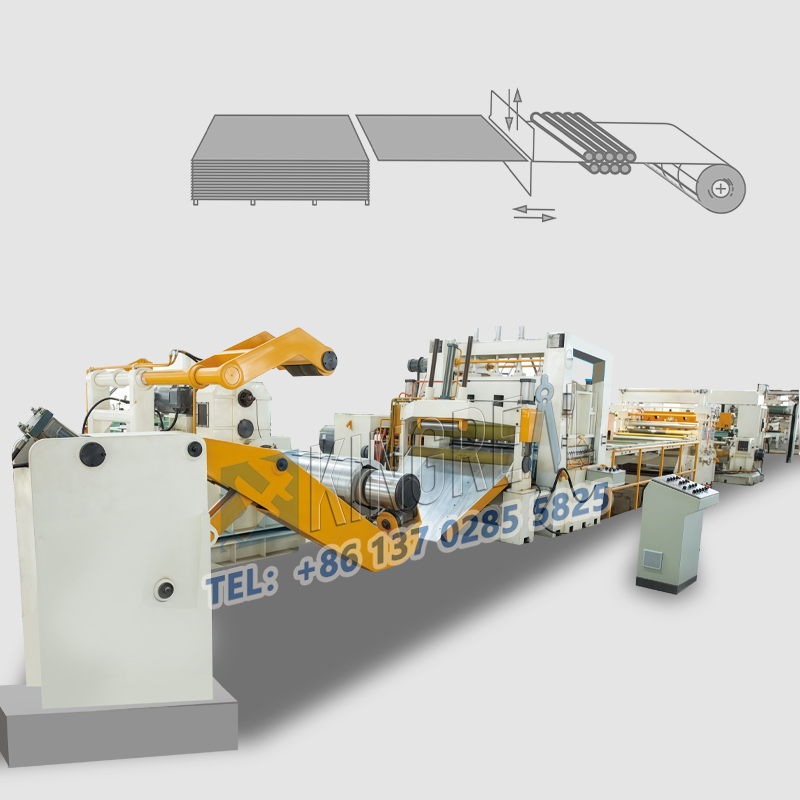
Сонымен, кесу машинасының жұмысы кезінде кесу өлшеміне қандай факторлар әсер етеді?
1. Кесетін станок жабдығының жұмыс процесінде аспаптың көлденең тербеліс мәселесі болса, онда ол аспаптың көлденең тербелісі және құралдың сыртқы диаметрі сияқты нашар өлшемдердің пайда болуына әкеледі. мөлшері әртүрлі және нашар. Өйткені құралдың көлденең тербеліс мәні нөлге тең бола алмайды. Мұның себебі - құралдың қалыңдығының, ішкі диаметрінің, аралық гильзаның енінің және т.б. дәлдік қателігі және қалың пластиналарды кесу кезіндегі бүйірлік кернеуден туындаған иілу.
2. Болатты кесетін станоктың жабдығын өндіру кезінде болат табақтың көлденең қисаюы проблемасы туындады, соның салдарынан ені нашар болды. Бұл көлденең иілу күйінде кесілген бұйымның өлшемі кескіштің орнату мәнінен үлкен болуымен түсіндіріледі.
3.Тегіс машинасының жабдығының өндірістік жұмысына байланысты аралық жинақ пен пышақтарда белгілі бір сәйкестік қатесі бар. Пышақ сәйкес келген кезде бөліктер саны көбірек болған кезде жинақталған қателік үлкенірек болады. Бұл жоғарғы төзімділіктің нашар орнатылуына байланысты. Кесетін машинамен кесілген өнімнің ені әрқашан пышақтың өнімнің бүйірлік өлшемдерінен сәл төмен екенін білу маңызды.
Сондықтан бұл айырмашылықтың көлемін алдын ала болжау керек. Бұл пышақ уақыт аралығының өнім жағының өлшемдерін анықтау кезінде айтылады. Қолданылатын қырқу әдісі де ескеріледі. Салыстыру үшін, егер кесу машинасының жабдығы түзу тартқышты қабылдаса, онда болат катушкасының кернеуі артады, көлденең иілу жоғалады, ал өлшемі де айырмашылықты төмендетеді.