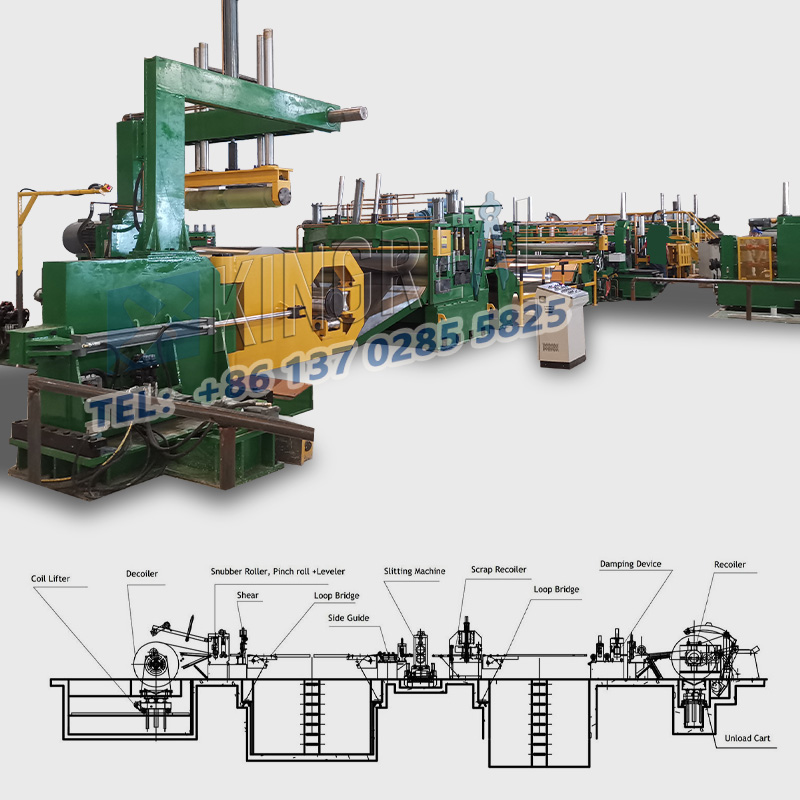
TheҰзындық сызығын кесіңізорам қимасынан қаңылтырға дейін әртүрлі шикізат пен қалыңдықтағы металл қаңылтырларды кесуге, қаңылтырларды түзетуге және белгілі бір ұзындыққа кесуге арнайы арналған. Негізгі процесс орауды, түзетуді, көлденең кесуді және қабаттастыруды және т.б. қамтиды. Ол толық автоматты кесу өндіріс процесін жүзеге асырады және тұтынушының өлшемдік талаптарына қызмет ететін және пайдалану үшін қайталама өңдеуге жіберілетін парақ өнімдерін шығарады, бұл кең таралған. автомобиль жасау, машина жасау және металл өңдеу өнеркәсібінде қолданылады.

Түпнұсқа материалдың әртүрлі қалыңдықтары мен әртүрлі шикізаттары үшін, содан кейін кесу сызығын өндіру процесін ұзындыққа кесіңіз, кесудің прогрессі мен жылдамдығын қалай қамтамасыз етуге болады?
принципі қандайұзындыққа кесу машинасықырқу?
Ең алдымен, кесу машинасына кірмес бұрын металл катушкасының процесінің көлемін түсіну керек:
1. Материалды беру: Металл қаңылтыр беру құрылғысы (мысалы, роликтер, конвейер таспалары және т.б.) арқылы қайшыға беріледі. Беру құрылғысы парақтың қырқу аймағына біркелкі және үздіксіз берілуін қамтамасыз етеді.
2. Орналастыру және қысу: Кесудің дәлдігін қамтамасыз ету үшін қаңылтырды кесу алдында дәл орналастыру керек. Пластинаның орнын анықтауға арналған орналастыру құрылғылары (мысалы, позициялау түйреуіштері, фотоэлектрлік датчиктер және т.б.), кесу процесінде оның қозғалуын болдырмайтын пластинаны бекітуге арналған қысқыш құрылғылар (гидравликалық қондырғылар сияқты).
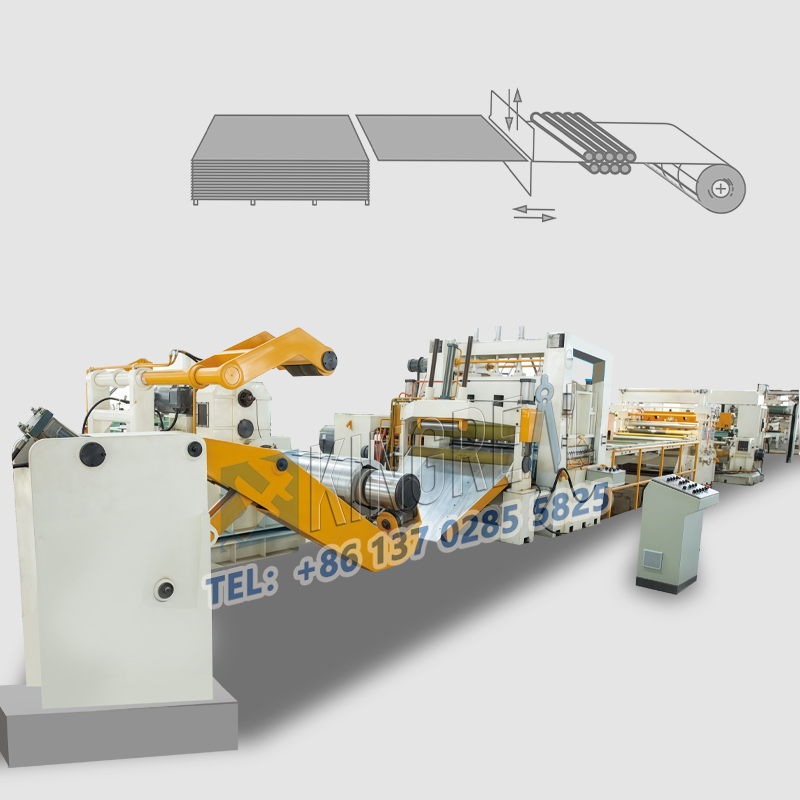
1. Дәлдік нивелирлеу: металл пластиналарды немесе жолақтарды түзетуге маманданған, негізінен материалдарды өндіру және өңдеу кезінде пайда болатын иілуді, толқындарды және басқа да біркелкі емес ақауларды жою үшін қолданылады, осылайша материалдардың тегістігі мен сапасын жақсартады. Әдетте ішіне жоғары және төмен реттелген нивелирлік роликтердің бірқатар жиынтығы орнатылады. Бұл роликтер жоғарғы және төменгі роликтер арасындағы материалды бірнеше рет бүгу үшін механикалық немесе гидравликалық түрде қозғалады.

Қозғалтқыш қондырғысының принципі:
Қырқу машинасының негізгі бөлігі қырқу пышақ болып табылады, ол әдетте үстіңгі жүзді және төменгі жүзді қамтиды. Пышақтардың материалы әдетте қаттылығы мен тозуға төзімділігін қамтамасыз ету үшін арнайы термиялық өңдеуден өткеннен кейін жоғары берік легирленген болат болып табылады.
Сырғытпаның қозғалысы: қайшылар әдетте механикалық немесе гидравликалық түрде жоғарғы қалақшаны тік немесе қиғаш төмен қозғалыс бойымен жылжытады, ал қозғалмайтын төменгі жүзді кесу күшін қалыптастыру үшін.
Кесу күшінің әрекеті: үстіңгі жүзді төмен басқан кезде, парақ үстіңгі және төменгі қалақтардың арасында ығысу күші әрекетіне ұшырайды. Кесу күші материалдың ығысу беріктігінен асып кеткенде, пластина ығысу сызығының бойымен үзіліп, ығысуды аяқтайды.
Қалдық материалды шығару: кесу аяқталғаннан кейін кесілген парақ пен қалдық материал конвейер немесе қоқыс құбыры арқылы шығарылады.
Сонымен қатар, қазіргі заманғы қайшылар әдетте компьютерлік сандық басқару (CNC) жүйелерімен жабдықталған. Басқару жүйесі қырқу параметрлерін (мысалы, қырқу ұзындығы, саны және т.б.) жоғары автоматтандыру дәрежесімен орнатуға бағдарламаланған, бұл өнімділік пен қырқу дәлдігін жақсарта алады.