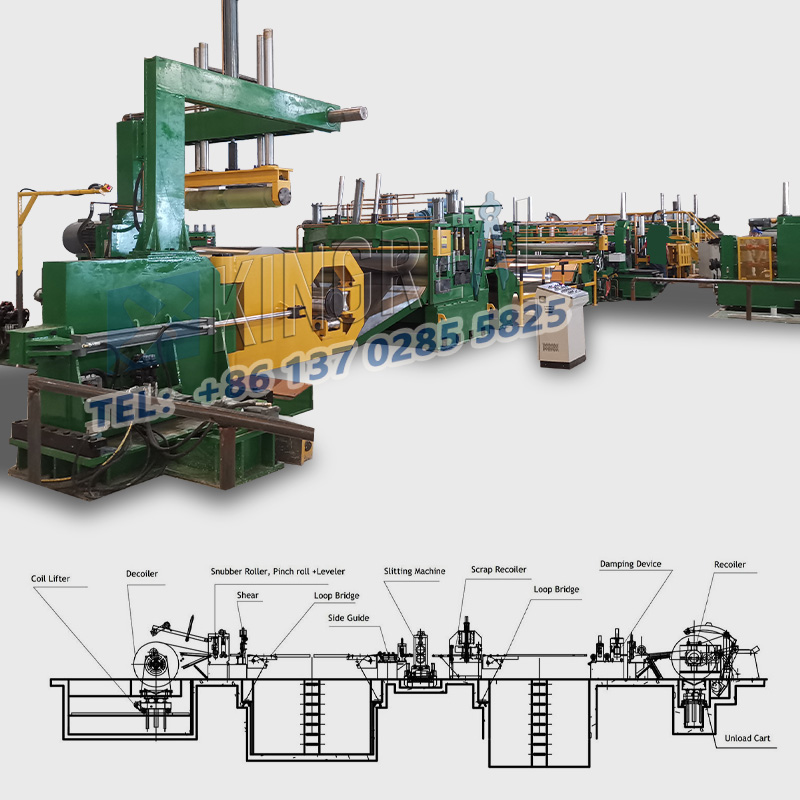
Theорамды кесетін машинаӨндірістік желі әртүрлі металл орамдарды тапсырыс берушінің қажеттіліктеріне сәйкес белгіленген өлшемдерге кесу және қайта орау процесіне арналған, ол машинаның өндірістік принципіне арналған. Механикалық дизайн тұрғысынан мыналарды бөлуге болады:

1. Тұрақты кернеуді басқару принципі
Орау және босату процесі үшін тұрақты шиеленісті бақылау жұмысындағы жүктемені білу қажеттілігінің мәні болып табылады орам диаметрінің өзгеруіне байланысты, орам диаметрінің өзгеруіне байланысты, жүктің жұмысын сақтау үшін, бөлгіш машина қозғалтқыштың шығыс моментіндегі өзгерістерді орам диаметріндегі өзгерістерге және өзгертуге бақылап отыруы керек. V сериялы инвертор үшін, өйткені ол айналдыру моментін басқаруды жасай алады, сондықтан ол орамның тұрақты кернеуін басқаруды аяқтай алады.
2. Синхронды жылдамдықты есептеу
Жиілік түрлендіргіші төмен жиілікте жұмыс істегенде, кесу машинасының айнымалы ток асинхронды қозғалтқышының сипаттамалары жақсы емес, белсендіру моменті төмен және ішкі сызықты болып табылатынын білеміз, сондықтан бүкіл айналдыру процесінде біз тырысуымыз керек. қозғалтқышты келесі 2Гц жиілікте жұмыс істеу үшін кері айналдыруды болдырмау үшін.
3. Жылдамдықты шектеу жұмысы
Қашан орамның диаметрі төмен жылдамдықты операцияда ораманың бүкіл процесін білуге болады.
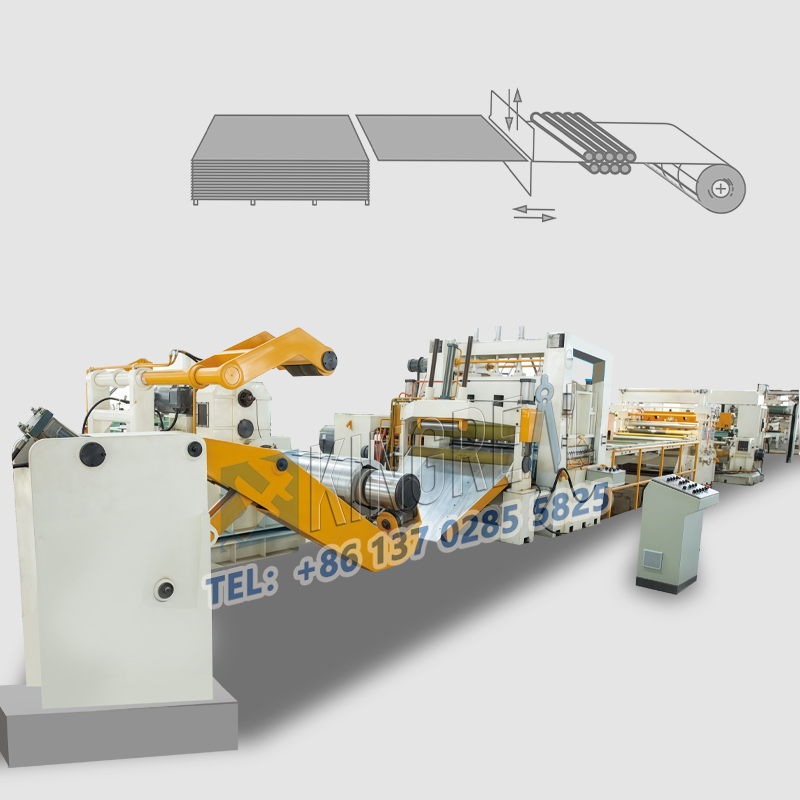
Theproduction principle designed to from the production process of theболат кесетін станокмыналарды қамтиды:

1. Орау процесі: металл материалдың үлкен орамдары орағыш жақтауға орнатылады, ал металл орамның тұрақты ашылуы орамның босап кетуіне немесе қашып кетуіне жол бермеу үшін кернеуді басқару жүйесі арқылы сақталады.
2. Нивелирлеу процесі: метал орамы әдетте бірнеше роликтерден тұратын нивелирлеу машинасына түседі, ол арқылы катушканың толқындары мен майысуын жою үшін орамға қысым түсіріледі.
3. Кесу процесі: металл катушка кескіш станоктың пышақ тобына кіреді, пышақ тобының үстіңгі және төменгі дискінің қалақтары бір уақытта айналады, ал металл материалды қалақтардан өткен кезде алдын ала белгіленген ені жолақтарға кеседі. Пышақтың материалы және пышақтың өткірлігі кесудің сапасы мен тиімділігіне маңызды әсер етеді.
4. Орау процесі: Кесілген тар жолақ бағыттаушы құрылғы арқылы орау машинасына кіреді, орау машинасы әдетте бірнеше орау біліктерімен жабдықталған, әрбір білік тар жолақпен оралады және орау кезінде белгілі бір кернеу сақталады тар жолақ тығыз оралған.
5. Қалдықтарды кәдеге жарату: жиектердегі қалдықтар өнімділікке және жұмыс ортасына әсер ететін қалдықтарды болдырмау үшін қалдық кескіш немесе қоқыс орағыш сияқты қалдықтарды жинау құрылғылары арқылы жиналады және жойылады.