1.Жоғары өнімділік.
Пластинаның қалыңдығы 3 мм ашық катушкалар сызығы, бекітілген ұзындығы 2000 мм пластина материалы үшін минутына 30 ~ 35 парақ кесу үшін қажет, 500 мм-ден аз пластина материалының бекітілген ұзындығы үшін минутына 80 парақты кесуге қажет. Мұндай жоғары өнімділік жалпы кесу пластина машина толық жалпы болуы мүмкін емес болып табылады.
2.Толық жүктеме.
Ашық катушкалар желісінің көптеген пайдаланушылары 2 ~ 3 ауысымдық жүйе, тәулігіне 1 ~ 20 000 рет кесу үшін пластина машинасын кесу. Жалпы мақсаттағы кескіш пластинаны мұндай жүктемеде қолдануға болмайды.
3.Жоғары сенімділік
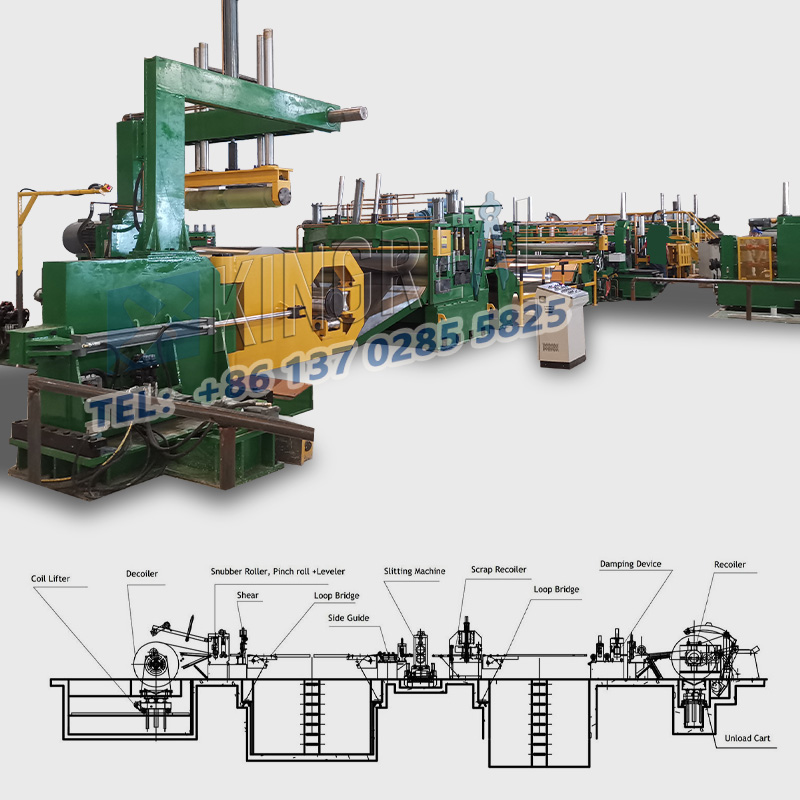
өшіруқырқу машинасыразрядтаушы сызығының барлық сызығын тоқтатады. Автокөлік зауыттары сияқты пайдаланушылар үшін декойлер сызығының тоқтауы бірнеше пресс желілерінің тоқтап қалуына себеп болуы мүмкін.
Сондықтан бұрау сызығындағы қырқу машинасының істен шығу жылдамдығы мүмкіндігінше төмен болуы керек, ал ақауларды диагностикалау және ақауларды жою салыстырмалы түрде оңай.
![]()
4.Орам материалдарының әртүрлілігі.
Жалпы кесу машинасы қарапайым көміртекті болаттың және көлемді материалдың ығысу күшін анықтауға арналған, сонымен қатар мырышталған класс, қалайы, түрлі-түсті жабын пластина, алюминий пластина, сонымен қатар жоғары берік тот баспайтын болаттан жасалған пластина, атмосфералық болат пластина, пилинг. табақ және т.б.
Автокөлік өндірісінде қолданылатын катушкалар: қапталмаған суық иленген табақ, ыстықтай иленген маринадталған қаңылтыр, жоғары берік суық иленген табақ, жоғары берік мырышталған табақ, бір және екі жақты электролиттік жабын, бір және екі жақты жақты ыстық мырышталған қаңылтыр, алюминий қаңылтыр және т.б.
Ширату желілерін пайдаланушылар көбінесе өңделетін материалдың механикалық қасиеттерін айта алмайды, сондықтан қырқу машинасын жобалау және таңдау кезінде машинаның қолдану ауқымын ескеру қажет.
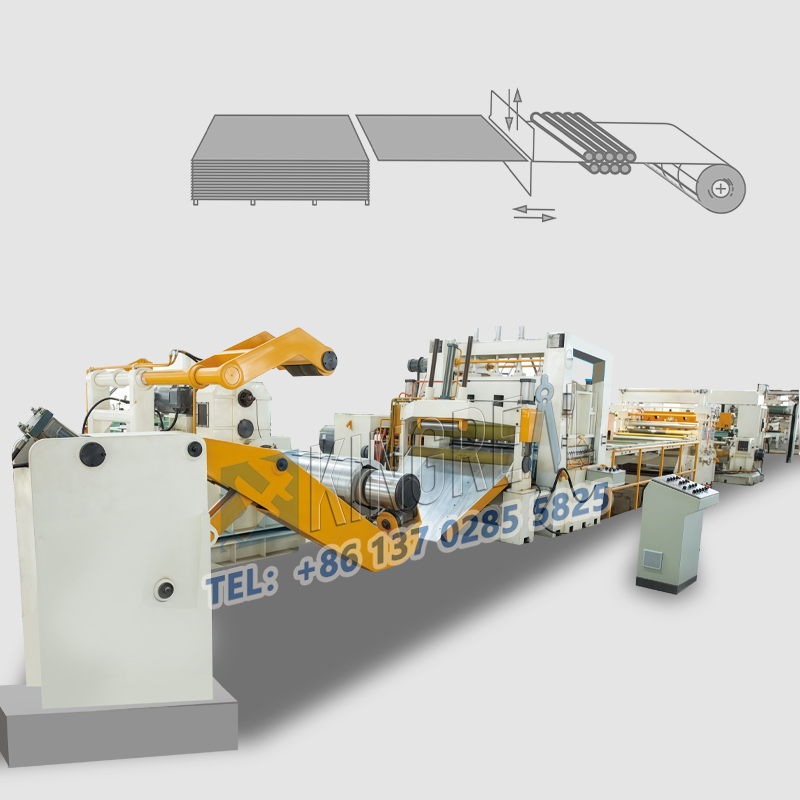
5.Арнайы қырқу тәсілі.
Ашық катушкалар сызығының кейбіреулері пластина материалын қақалау және қажалу үшін емес, пластина материалының беткі қабаты үшін, пластинаның бұрғы бағытын жоғары қарай кесу талаптары, сондықтан пышақ жақтауын төменнен жоғары кесу керек, бұл кесу түрі астыңғы кесу деп аталады.
Пластина материалын конвейер лентасының қозғалысына дейін кесіңіз, қисаймауы үшін, майшабақ үшін пышақ пішінінде пышақ жақтауы қажет, бұл әсіресе бекітілген пластина материалының қысқа ұзындығы үшін қажет.