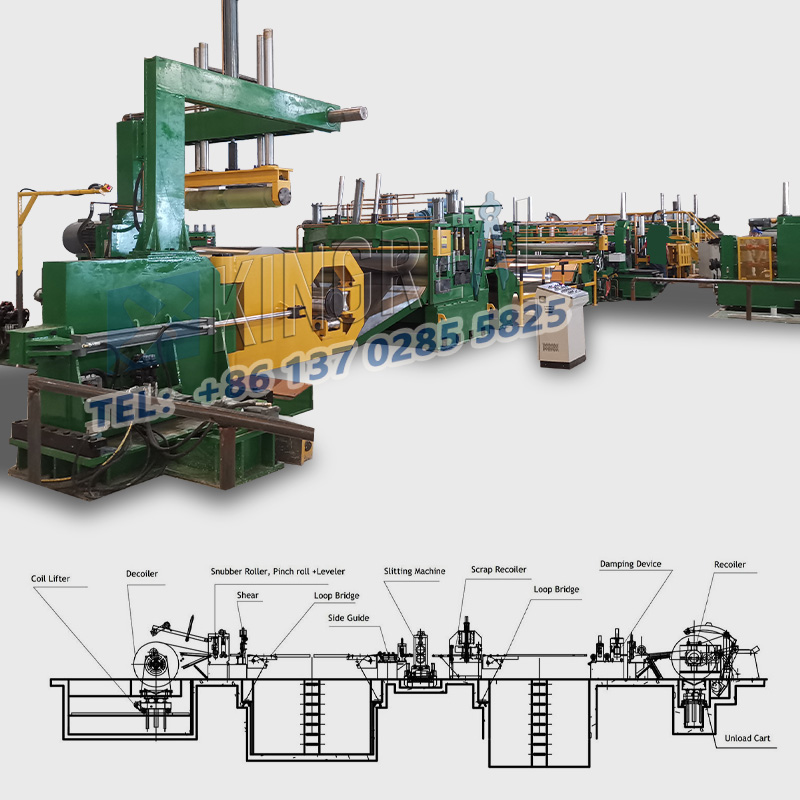
Металл кесетін станоктарметалл өңдеу өнеркәсібінде кеңінен қолданылады, ең алдымен металл материалдың үлкен орамдарын бірнеше тар жолақтарға кесу үшін. Дегенмен, нақты жұмыс кезінде металды кесу желілерінде әртүрлі ауытқулар болуы мүмкін, бұл өңдеу тиімділігінің төмендеуіне немесе материалдың қалдықтарына әкеледі. KINGREAL STEEL SLITTER жазған бұл мақалада металды кесетін станоктардың бірнеше жалпы пайдалану мәселелері қарастырылады және пайдаланушыларға металл кесу желілерін жақсырақ пайдалануға көмектесу үшін сәйкес шешімдер ұсынылады.
1.1 Катушканың құлауы
Кесілгеннен кейін болат орамды катушкадан алып тастағанда, ол жиі құлап, сопақ пішінді болады. Бұл құбылыстың негізгі себебі - орау процесінде жеткіліксіз кернеу немесе болат жолақ бетінде тоттан қорғайтын майдың болуы, қабаттар арасындағы жеткілікті үйкелісті болдырмайды. Бұл мәселені шешу үшін келесі шараларды қолдануға болады:
1.1.1 Орамның деформациялануын болдырмау үшін орау процесінде жеткілікті кернеудің қолданылуын қамтамасыз етіңіз.
1.1.2 Болат жолақ бетін үнемі тексеріп, оның таза және майсыз екендігіне көз жеткізіңіз, осылайша қабаттар арасындағы жақсы үйкелісті қамтамасыз етіңіз.
1.2 Болат катушкалардың біркелкі емес жиектері
Болат катушкаларының біркелкі емес жиектері негізінен келесі факторларға байланысты:
1.2.1 Нашар шиеленіс: ораманың басындағы әлсіз кернеу және орамның соңында күшті кернеу біркелкі емес орамаға әкеледі. Бұған жол бермеу үшін орамның басында кернеуді арттыру және соңында азайту керек.
1.2.2 Кернеудің біркелкі емес таралуы: Егер болат жолақ алдыңғы шетінде түзу кесілмесе немесе кесу кезінде қысқыштар болат жолақтың алдыңғы жиегіне тістесе, бұл кернеудің біркелкі таралуына әкеледі. Жұмысты бастамас бұрын, біркелкі тартылуды қамтамасыз ету үшін кесу жолағы катушка бетіне мықтап бекітілгенін тексеріңіз.
1.2.3 Ілмек шұңқырындағы тербеліс: Егер болат жолақ ілмек шұңқырында бүйірден екінші жаққа тербелсе және шағын бағыттаушы шығыршықтар дұрыс бекітілмеген болса, бұл керілу тақтасының бұрышының өзгеруіне әкелуі мүмкін, бұл біркелкі емес орамаға әкеледі. Тербелістерді азайту үшін болат жолақ бетімен жанасу үшін ілмек шұңқырынан кейін кілем немесе киізді қолдануға болады, ал шағын бағыттаушы роликтерді бекіту керек.
1.2.4 Қақпақтың пайда болуы: тар болат жолақтар үшін кесу кезінде екі жағындағы үлкен саңылаулар немесе біркелкі емес бұраулар біркелкі емес орамаға әкелуі мүмкін. Бұл ақаулықты тиімді болдырмайтын болат жолақты ілгек шұңқырында жоғары қаратып сырғытпалар төмен қаратып аударған жөн.
Кесуден кейін болат жолақ бүйірлік иілу сияқты деформацияны көрсетуі мүмкін. Себептер өте күрделі:
2.1 Біркелкі емес ығысу аралығы:
Аметалл кесетін станок, кескіш білігінің иығындағы дұрыс емес анықтамалық нүктелер, кескіш білігінің мойынтіректерінің шамадан тыс осьтік саңылаулары немесе аралық бөліктегі немесе оның қалыңдығындағы қателіктер деформацияға әкелетін біркелкі емес ығысу саңылауларына әкелуі мүмкін. Қалыпты жұмыс істеуін қамтамасыз ету үшін металды кесу сызығын жүйелі түрде тексеру және калибрлеу бұл жағдайдың тиімді алдын алады.
2.2 Материалдың қалыңдығының өзгеруі:
Кең материалдың ортаңғы және шеткі бөліктерінің қалыңдығының айырмашылығы, әсіресе прокат материалдарында жиі кездесетін мәселе. Металл кесу сызығының дәлдігі мен реттеу әдістерінің айырмашылығына байланысты әртүрлі өндірушілердің материалдарының қалыңдығының вариациялары да өзгереді. Өңдеу алдында қалыңдығын сынау және нақты қалыңдық айырмашылығына сәйкес реттеу ұсынылады.
2.3 Негізгі материалды иілу:
Домалау кезінде негізгі материалда пайда болатын ішкі кернеу потенциалдық қалдық кернеу деп аталады. Бойлық кесуден кейін кернеу балансының жоғалуы болат жолақтың иілуіне әкелуі мүмкін. Сондықтан жоғары сапалы шикізатты таңдау және илемдеу процесін оңтайландыру маңызды шешімдер болып табылады.
2.4 Сәйкес келмейтін бұдырлар немесе жиектер:
Егер пластинаның қалыңдығы орау кезінде үлкен саңылаулары бар жағында үлкенірек болса, ол үлкенірек орам диаметріне әкеледі және керней тәрізді иілуді құрайды. Мұны шешу үшін екінші жағына тиісті қалыңдықтағы қағазды салуға немесе кесу процесін қабылдауға болады.
2.5 Жолақтың толқынды жиектері:
Орамдау процесінде саңылаулардың болуы болат жолақтың шетіндегі қалыңдықтың жоғарылауына әкелуі мүмкін, бұл жиектің ұзаруына әкеледі. Металл кескіш станоктың жұмысы кезінде бүйірлік қысымды азайту үшін көлденең саңылауды арттыру қажет. Сонымен қатар, кесілетін материалға сәйкес пышақтарды пайдалану және пышақтың тозуын азайту да бұл мәселені шешуге көмектеседі.
3.1 Пышақтар ұстады
Тар болат жолақты кесу кезінде саусақ тәрізді қысым тақтайшасы екі сыртқы қалақ арасындағы саңылауды толық толтырмаса, болат жолақ екі сыртқы қалақпен ұсталып қалуы мүмкін, нәтижесінде қыртыс пайда болады. Бұл мәселенің алдын алудың тиімді стратегиясы сыртқы қалақтардың арасындағы бос орынды тегіс қысымды пластинамен толтыру және үйкелісті азайту үшін қалақтарға үнемі керосин жағуды қамтамасыз ету болып табылады.
3.2 Орау барабанының иектеріндегі қыртыс
Металл кесетін станоктарда, егер ораманың бірінші өтуі кезінде болат жолақ орама барабанына тығыз сәйкес келмесе, кейінгі орау кезінде қыртыстардың пайда болуы мүмкін. Бұған жол бермеу үшін орама барабанының жақтарын жүйелі түрде тексеріп отыру керек және орау басында болат жолақтың барабанға сенімді және мықтап бекітілгенін қамтамасыз ету керек.
4.1 Қысым пластиналарынан туындаған пышақ белгілері
Қысым тақтасының биіктігі бағыттаушы тақтайшаға сәйкес келмесе, ол болат жолақта шамадан тыс қысымды тудыруы мүмкін, нәтижесінде пышақ белгілері пайда болуы мүмкін. Сондықтан қысым пластинасының биіктігі оның бағыттаушы тақтаның биіктігіне сәйкес келуін қамтамасыз ету үшін жүйелі түрде тексеріліп, реттелуі керек.
4.2 Пышақ қысымды пластинаның дірілі
Пышақ қысым тақтасы жоғары және төмен дірілдегенде, ол сондай-ақ пышақ белгілерін тудыруы мүмкін. Бұл пышақ белгілері әдетте үзік-үзік болады және негізгі себептерге шпиндельдің майысу, пышақ пен шпиндель арасындағы шамадан тыс саңылау және пышақтың екінші жағындағы металл қалдықтарының агломерациялануы жатады. Шпиндельдің күйін тексеру және пышақтарды таза ұстау пышақ белгілерінің пайда болуын тиімді азайтады.
Металл кесу сызықтарыкүнделікті пайдалану кезінде әртүрлі мәселелерге кезігуі мүмкін, бірақ мұқият тексеру және техникалық қызмет көрсету арқылы көптеген мәселелерді болдырмауға немесе азайтуға болады. Металл кесетін станоктарға арналған жалпы мәселелерді және олардың шешімдерін түсіну және меңгеру пайдаланушыларға өндіріс процестерін оңтайландыруға және жұмыс тиімділігін арттыруға көмектеседі. KINGREAL STEEL SLITTER жоғарыда келтірілген ұсыныстар металл кесу сызығын пайдалануда сізге құнды анықтама береді және оның үздіксіз және тиімді жұмысын қамтамасыз етеді деп үміттенеді. Сұрақтарыңыз болса, KINGREAL STEEL SLITTER компаниясына хабарласыңыз!