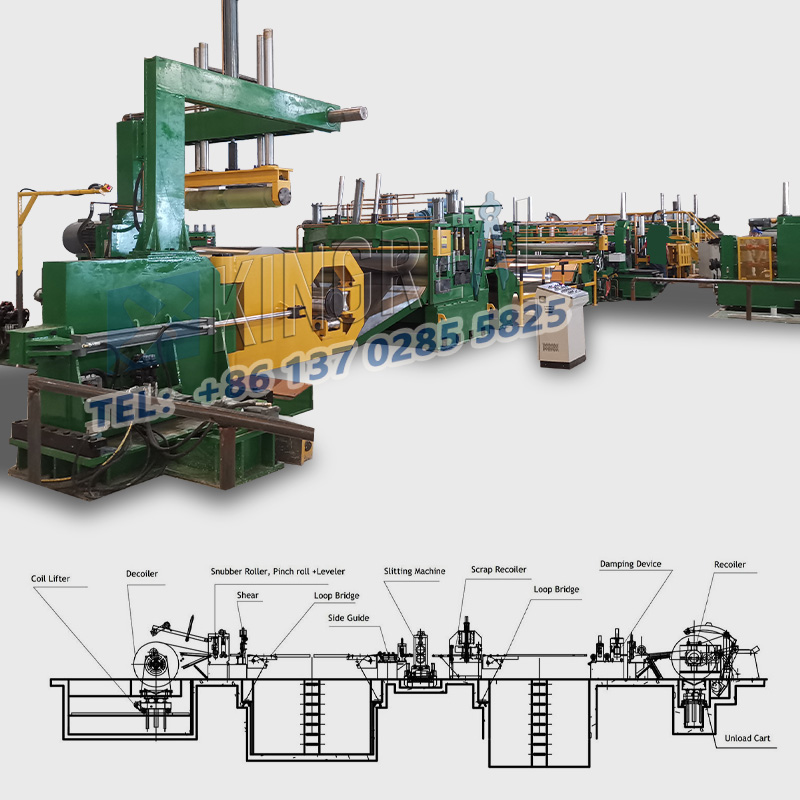
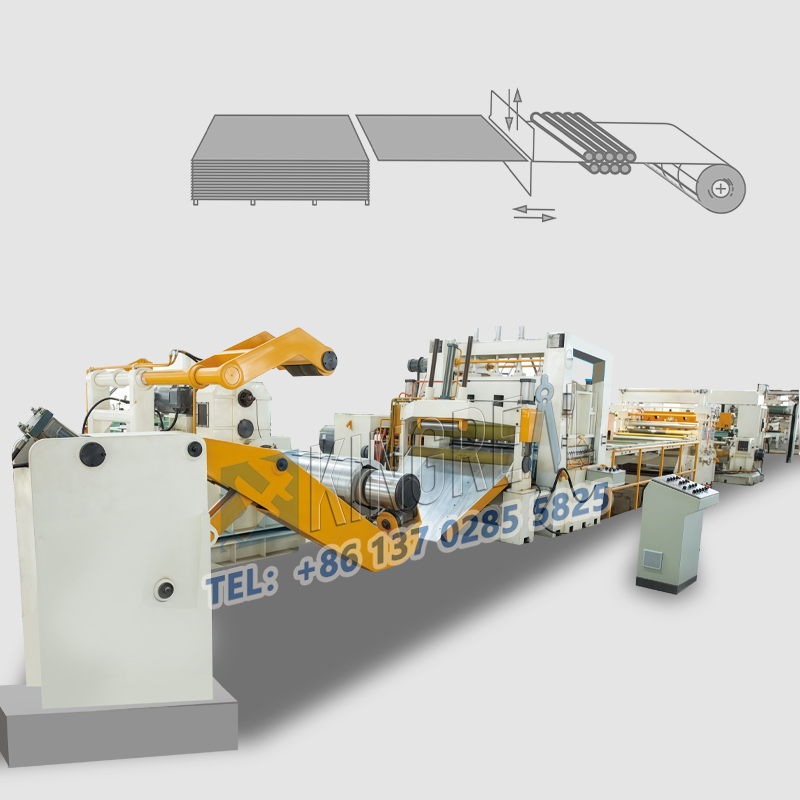
Болат катушкаларды кесу желілеріжоғары дәлдікпен және саңылаусыз тар жолақтарды шығару үшін материалдың кең орамдарын ашу, кесу және кері орау сияқты операцияларды орындаңыз. Дегенмен, болат катушкаларын кесетін станоктың жұмысы кезінде кейбір қалыпсыз құбылыстар орын алуы мүмкін, оның ішінде орама пішінінің қалыптан тыс пішіні және қаңылтыр металды өңдеу деформациясы. KINGREAL STEEL SLITTER ұсынған бұл мақала тиімді жұмысты қамтамасыз ету үшін болат катушкаларын кесу желілеріндегі жалпы мәселелерді шешу жолын егжей-тегжейлі түсіндіреді.
1. Жұмсақ катушкалар
-Құбылыс: борпылдақ болғандықтан, болат катушка қайта орау машинасының білігінен алынғаннан кейін сопақ пішінді жұмсақ орамды дамытады.
-Шешімі: Орамның басында жеткілікті кернеу бар екеніне көз жеткізіңіз, содан кейін катушка көлемі ұлғайған сайын қысымды баяу төмендетіңіз. Кернеуді дұрыс реттеу жұмсақ катушкалардың пайда болуын тиімді болдырмайды.
2. Біркелкі емес орам
-Құбылыс: Болат катушка дұрыс емес орамнан туындаған телескопиялық пішінді көрсетеді.
- Себептері мен шешімдері:
A. Кернеу жеткіліксіз: бастапқы кернеу төмен болса, әрлеу кезінде сәйкессіздіктер пайда болуы мүмкін. Орамнан бастап, кернеуді көтеру ұсынылады; катушка көлемі ұлғайған сайын оны біртіндеп азайтыңыз.
B. Теңгерімсіз кернеу: кесу бұрышының нашарлығы немесе бағыттағыштың дұрыс тураланбауы әр жақтан тұрақсыз ұзындықтарды тудыруы мүмкін. Кернеу өзгеру мүмкіндігін азайтуға көмектесу үшін кері орау машинасының дұрыс тураланғанын тексеріңіз; оның параметрлерін тексеріңіз.
C. Ішкі қысқыштың дұрыс емес қосылу жағдайы: Біркелкі қосылу кернеудің өзгеруіне әкеледі; сәйкестікті қамтамасыз ету үшін бөлгіш орнын қайта реттеу қажет.
D. Ілмекте солға және оңға тербелетін болат жолақ: Басу үшін киіз сияқты жұмсақ материалдарды пайдалану тербелуді тиімді болдырмайды.
E. Өндіріс желісінің тоқтауы: Тоқтағаннан кейін қайта іске қосу кезінде орамдағы тұрақты қысымды сақтау үшін кернеуді қалпына келтіруге назар аудару керек.
F. Бөлгіш ені дұрыс емес параметрі: Бөлгіш ені, әдетте дайын өнімнің еніне және пластина қалыңдығына сәйкес орнатылғанына көз жеткізіңіз.
3. Арқаның ішкі диаметрі
-Құбылыс: Орау процесінде болат катушкалар кері орау машинасынан шығарылған кезде кенеттен ішкі диаметрлі доғаны көрсетеді.
-Себебі: Бұл әдетте орамның шамадан тыс кернеуіне байланысты, әсіресе қалың пластиналарды өңдеу кезінде.
-Шешімі: Ішкі диаметрдің доғасына түсуін болдырмау үшін қысымды реттеңіз және біркелкі кернеуді қамтамасыз етіңіз.
1. Жылан тәрізді иілу (Орақ иілісі)
-Құбылыс: кесу болат катушкасының ені бағытында иілуіне әкеледі.
- себептері мен қарсы шаралары:
A. Шикізат мәселелері: Негізгі орамдағы қалдық кернеу қырқудан кейін шығарылады. Материалды өңдеу кезінде кернеуді жеңілдететін өңдеуді орындау ұсынылады.
B. Бүріккіш ақаулар: Қырлар жиек қалыңдығының біркелкі еместігін тудырады. Кептірулерді болдырмау үшін өңдеу кезінде өткір құралдарды ұстаңыз.
C. Пышақтардың біркелкі саңылауы: белгілі бір аумақтардағы шамадан тыс үлкен немесе кішігірім саңылаулардан туындаған созылу айырмашылықтарын болдырмау үшін біркелкі пышақ саңылауын қамтамасыз етіңіз.
D. Қайтарғыштың бір жақты керілуі: біркелкі жалпы кернеуді сақтаңыз және консистенцияны қамтамасыз ету үшін сепараторлар мен керу тақталарын реттеңіз.
E. Тым тығыз бүйірлік бағыттағыштар: Шамадан тыс тығыздықты болдырмау үшін бүйірлік бағыттауыштарды кесу кезінде дұрыс реттеңіз.
2. Жиек толқындары
-Құбылыс: Болат жолақтың жиектері созылу салдарынан деформацияланады.
- себептері мен қарсы шаралары:
A. Қақпалардан туындайтын шеткі толқындар: Қатты бақылауды күшейтіп, оларды дереу өңдеңіз.
B. Өлшеу шығыршығынан шамадан тыс қысым: шамадан тыс созылуды болдырмау үшін шығыршық қысымының параметрлерін реттеңіз.
C. Кесу құралдарының бүйірлік тозуы: Кесу сапасына кепілдік беру үшін кесу құралының күйін жиі тексеріп тұрыңыз.
D. Бүйірлік бағыттағыштардағы биіктік айырмашылығы: Кесу құралдарының биіктігін тұрақтылықты қамтамасыз ету үшін үнемі тексеріп отырыңыз.
E. Ауыстырушы шығыршығының тозуы: біркелкі кернеуді қамтамасыз ету үшін алдыңғы роликтің тозуын жүйелі түрде өлшеңіз.
3. Белдің қыртыстары
-Құбылыс: болат пластинаның ені бағытында қыртыстар пайда болады.
- себептері мен қарсы шаралары:
A. Кесу пышақынан пайда болатын қыртыстар: кескіш құралдарға түсіп қалмас үшін резеңке сақиналардың өлшемін реттеңіз.
B. Шикізат пішініне қатысты мәселелер: Үш орамды тегістеу машинасын пайдаланыңыз және кесу қадамының алдында сапаны тексеріңіз.
C. Кеңейту және тарылту барабанына қатысты мәселелер: Біркелкі болмау үшін кеңейту және қысқарту процесі кезінде болат жолақ пен барабанның жақсы байланысын қамтамасыз етіңіз.
4. Орам белгілері
-Құбылыс: Қайтарғыштың кеңейетін және жиырылатын барабанының бетінің біркелкі еместігі орау сапасына әсер етеді.
-Қарсы шаралар: кеңейетін және жиырылатын барабанның бетін жүйелі түрде тексеріп, оны тез арада қайта реттеңіз немесе ауыстырыңыз.
5. Әжімдер
-Құбылыс: Болат пластинаның бетінде әжімдер пайда болады.
- Себептері мен шешімдері:
A. Қағазға қатысты мәселелер: сызғыш қағаздың сапасына көз жеткізіңіз және қабаттасуды және мыжуды болдырмаңыз.
B. Резеңке сақина мәселелері: Резеңке сақиналардың босап қалмағанына көз жеткізу үшін олардың күйін үнемі тексеріп отырыңыз.
C. Кернеуді дұрыс емес реттеу: Әжімдерді болдырмау үшін керу тақтасын реттеуді күшейтіңіз.
Ақаулықтарды жою кезіндеболат орамды кесу сызығыақаулар болса, жүйелі тәсілді қолдану қажет. Әдетте келесі қадамдарды орындауға болады:
-Деректерді жазу: жұмыс ортасын, уақытты жазып алыңыз және ақаулық орын алған кезде параметрлерді орнатыңыз.
-Ол орнында тексеру: болат орамдарын кесу машинасының жұмыс күйін бақылау үшін визуалды тексеру жүргізіңіз.
-Оператормен байланысыңыз: ақаулық орын алмас бұрын оператордан жұмыс қадамдары туралы сұраңыз.
-Қадамдық ақаулықтарды жою: Жоғарыда көрсетілген ақаулық классификациясына сәйкес ықтимал ақауларды бір-бірлеп тексеріңіз.
- Құралдың қолданылуы: Өлшеу және реттеу үшін қажетті құралдар мен құралдарды пайдаланыңыз.
KINGREAL STEEL SLITTER компаниясы осы мақала арқылы сіз стендтің жұмысындағы әртүрлі мәселелерді тиімді шеше аласыз деп үміттенеді.болат орамды кесу сызығыжәне тұрақты және үздіксіз өндірісті қамтамасыз ету. Тұрақты техникалық қызмет көрсету және кәсіби дайындық сонымен қатар ақаулардың алдын алудың маңызды шаралары болып табылады.