Тар жолақтардың сапасына кепілдік берудің маңызды факторларының бірі дәл бәсекеге ие. Тот баспайтын болат, болат, алюминий қорытпасы, мыс, PPGI, суық илеу, суық илектелген немесе ыстықтай илектелген, тығыз илектелген, тығыз төзімділікті сақтау, ал табыстау барысында өнім сапасына, төменгі проценстің тиімділігіне және тұтынушылардың қанағаттануына байланысты. Тар жолақтар тіпті ен еніндегі шағын айырмашылықтар, жиек ақаулары немесе материалдық қисықтық өзгеруі үшін де қабылданбауы мүмкін.
Сонымен, сіз қалай дұрыс жұмыс істеуге болады?Болат жолақ тлип сызығыҚатаң төзімділікке қол жеткізу үшін? Бұл мақалада бес негізгі аспектіні қарастырады: болат жолақтарды баптау, кернеуді басқару, құралдарды конфигурациялау, материалдарды конфигурациялау, материалды өңдеу және болат жолақ сызық желісін техникалық қызмет көрсету.

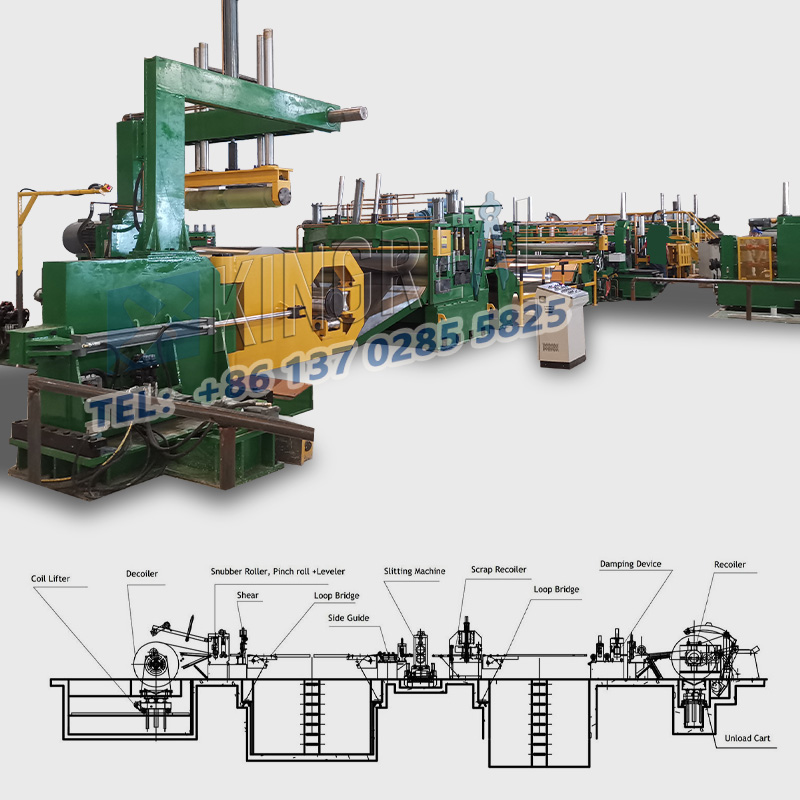
Бастапқы орнатуБолат жолақ сырғанау машинасыТұндырылған төзімділікке қол жеткізудің негізі болып табылады. Іске қосу алдында бес негізгі аспектіні шешу керек:
-Төл дақтарын туралау: Материалмен айналыспас бұрын, мандрельдің туралануын тексеріңіз (дәл негізгі жұмысты қамтамасыз ету үшін), шлеп тұрған ось (босату / айналдыру осіне параллель) және болат шыбын жапқышының негізі. Лазерлік туралау құралдары сәйкессіздік туындаған қателердің алдын алу үшін нақты компоненттерді орналастыруды қамтамасыз ету үшін қолданылады.
-Магниттік ядроны таңдау және орнату: Болат жолақ тақтасының білікке сәйкес келетін ішкі диаметрі бар дөңгелек, түзу магниттік өзегін таңдаңыз. Тығыздаудың немесе деформацияның алдын алу үшін оның мықтап бекітілгеніне көз жеткізіңіз. Негізгі концентрациялы қателіктер шелек диафрагмасына бара алады, сондықтан Edge сапасы мен енінің дәлдігі.
-Тоулдың орналасуы: Құралдың орнын дәл реттеу үшін, калибрлеу метрін немесе болат слайдтың дисплей сызығына арналған тексерілген сандық оқудың көмегімен тістеу енін анықтаңыз. Іске қосу алдында тексеру Құрал түрленіп, ауытқудың алдын алу және ауытқудың алдын алу үшін тексеріңіз.
-ГЕЛІГІ: Бастапқы нұсқаулық: Бастапқы нұсқаулықты реттеңіз, бұрылмалы аймаққа кірмес бұрын орамның ортасына реттеңіз, бұралмаған аймақты енгізбестен, өлшемді тұрақтылықпен қамтамасыз ету үшін.
- Программаны тексеру: Егер болат жолақ тақта біткен құрылғы бағдарламалайтын болса, дұрыс бағдарламаның жүктелгенін және кернеу қисығы және шлеп тұрған жылдамдық сияқты параметрлер толықтай қателіктерге әсер ету үшін қолданыстағы қателерге жол бермеу үшін жұмыс істеп тұрған параметрлер.
 |
 |
Тұрақты кернеу - бұл төзімділіктің кілті және төрт негізгі бағытта басшылықты қажет етеді:
-Орезге сәйкестігі: біркелкі кернеуді барлық уақытта ұстаңызБолат жолақ сырғанау машинасыӨңдеу, сырғып, сырғытпау, кері айналдыру. Материалдың ені өзгереді, созылу, жиектер, иілгіштер, иілгіш және төзімділік стресстің өзгеруіне қатты әсер етеді.
-ZONE БАҚЫЛАУ: Қазіргі заманғы болат жолақтарының сырғанау сызықтарында ақырын, сырғанау, сырғанау және кері айналдыруға арналған тәуелсіз кернеу аймақтары бар. Жүктеме жасушалары мен кернеу реттегіштері үнемі калибрлеу керек.
- Материалдық сипаттамаларға негізделуі керек: тым төмен: тым төмен, тайғақ және нашар бақылауға әкелуі мүмкін; Шеткі деформацияны тудыратын, материалды соза алады.
- Ұстау: сығылатын материалдар үшін, өзектерде жоғары кернеу қолданылады, біртіндеп азаяды, біртіндеп төмендейді, бұл біртіндеп төмендейді Тиісті тоқашы жиектің зақымдануын, тегіс емес таратуды және ені сәйкестігін тудыруы мүмкін.
Мінсіз білім: әр түрлі материалдар әртүрлі созылу стратегияларын қажет етеді. Серпімді модульді білу және материалдың беріктік беріктігін білу материалдық залалдың немесе төзімділіктің бұзылуын болдырмауға тиісті кернеу схемасы қажет болуы мүмкін.
Құрал параметрлері Төрт негізгі аспектіске бағытталған кесілген сапалы және өлшемді дәлдікті анықтайды:
- Әрит-айқындық: Түтіккен құрал материалды сығып немесе жыртып, жарылып, төзімділікті бұза алады және төзімділікті бұзуы мүмкін. Өткір жиектерді ұстап тұру үшін материалдың тозуын және өңдеу цикліне негізделген құралды қайрау / ауыстыру кестесі белгіленуі керек.
-Tool Type және Slow әдісі: материалға және кесуге негізделген құралдарды таңдаңыз. Ұшқыштардың арасын таңдаңыз (үздіксіз жоғары жылдамдықты), айналмалы қырқу (жоғары дәлдік) немесе Тапсырыс берушіге негізделген тұрақты қырыну (үзіліссіз кіші партия), төзімділікке байланысты.
- Оңтайландыру: Ұстара түріндегі болат стерликаторлары үшін, пышақ бұрышын аспаптың тозуымен кесілген сапаны теңестіру үшін, пышақ бұрышын реттеңіз. Болат слай тайм сызықтарының үстіңгі және төменгі пышақтарының арасына сәйкес келіп, қабаттасуды дәлдеңіз (Өндірушінің диаграммасын қараңыз және материалдық қасиеттерді ескеріңіз). Дұрыс емес бос немесе қабаттасу бурлер мен өрескел жиектерді тудыруы мүмкін.
-Бірлескен тұрақтылық: оның болуын қамтамасыз етіңізБолат жолақ сырғанау машинасыПышақ арбасы пышақ осіне параллель және айналмалы пышақтың радиалды жүгіруі «Chatter» белгілері мен тұрақсыз шпагниялық сапаны болдырмау үшін азайтылады.
 |
 |
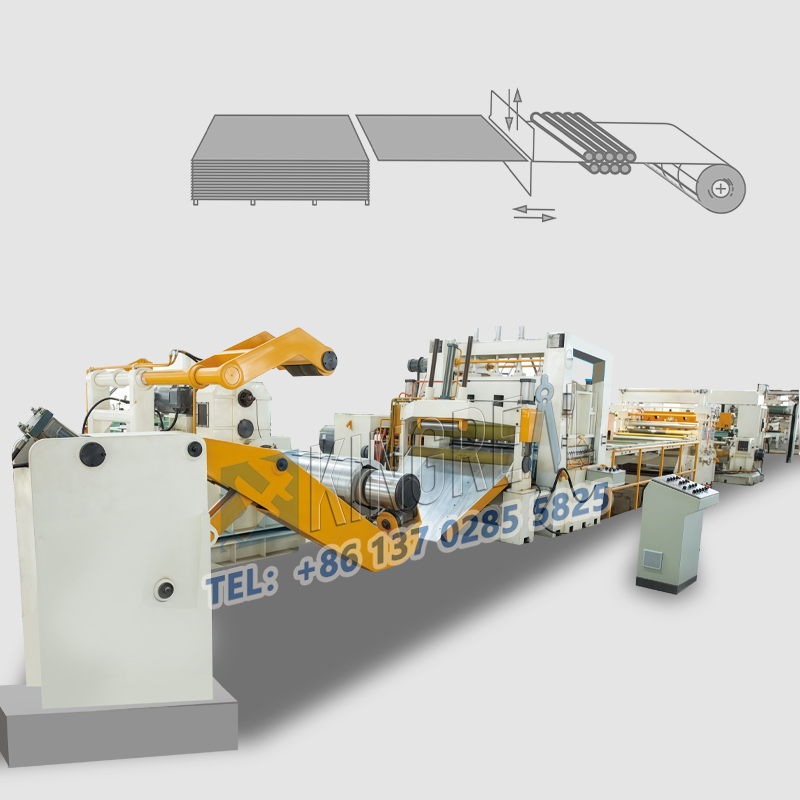
Стандартты материалдарды өңдеу материалдық қауіпті толеранттылық өзгерістерінің алдын алады. Төрт негізгі бағытқа назар аударыңыз:
-Дебриспекстеу: Слайд аумағын Интернетті де, кескішке кедергі келтірмеу үшін, кескішке кедергі келтірмеу үшін немесе сапа мен төзімділікке әсер етпеу үшін қоқысты дереу тазалаңыз және алыңыз.
- «БАСҚАРУ» ЖАҢАЛЫҚТАРЫ: Белсенді веб-нұсқаулықтар Интернеттің шланг аймағында орналасуын қамтамасыз ету үшін пайдаланылады, ал веб-ауытқудың алдын алу үшін, ені біркелкі және сыртқы жолақ сапасы нашар.
- Роллмен өңдеу: орамдарды салу және түсіру үшін крандар мен біліктердің көтергіштерін пайдаланыңыз. Өзегін зақымдауы мүмкін және оның концентрациясына әсер етуі мүмкін әсерлер мен тамшылардан аулақ болыңызБолат жолақ тлип сызығыОрнату. Шетелдің зақымдалуын және деформацияның алдын алу үшін дайын орамдарды абайлап ұстаңыз.
-Дебриспекстеу: Слайд аумағын Интернетті де, кескішке кедергі келтірмеу үшін, кескішке кедергі келтірмеу үшін немесе сапа мен төзімділікке әсер етпеу үшін қоқысты дереу тазалаңыз және алыңыз.
Техникалық қызмет көрсету тұрақты қамтамасыз етедіБолат жолақ тлип сызығыЖұмыс және толеранттылық дәлдігі бес негізгі бағытқа назар аударыңыз:
- Техникалық қызмет көрсету: компоненттерді туралау, подшипниктер, белдік кернеуі, редуктордың тозуы, өндірушінің кестесіне сәйкес, пневматикалық / гидравликалық жүйелер, және ықтимал мәселелерді тез арада шешіңіз.
Цилликацияны басқару: көрсетілген уақытқа, мөлшеріне сәйкес майлау (нашар жылуды тарату) немесе құрамдас бөлігі (нашар жылуды тарату) немесе түрлендірілмеу үшін, құрамдас тозу мен тербелісті тудыруы мүмкін.
- КОМПАНИЯНЫҢ ЖАҢАЛЫҚТАРЫ: Мойынтіректер, біліктер және берілістер сияқты негізгі компоненттерді үнемі тексеріп отырыңыз және дірілді, тайғақ, сырғанау және төзімділікке жол бермеу үшін, толықтай сәйкес келеді.
-Калибрлеу және техникалық қызмет көрсету: параметрлер параметрлеріне әсер ететін өлшеу қателерінің алдын алу үшін кернеу сенсорларын үнемі калибрлеу, жасушалар мен сандық орналасу жүйелерін салыңыз, бұл параметр параметрлеріне әсер етуі мүмкін өлшеу қателерін болдырмайды.
- Тазалау: Болат жолақтар тақтасын шаңнан, майдан және қоқыстардан, әсіресе мойынтіректерден, рельстерден және датчиктен тазалаңыз, дұрыс жұмыс істеу және проблемаларды анықтауды жеңілдету үшін.