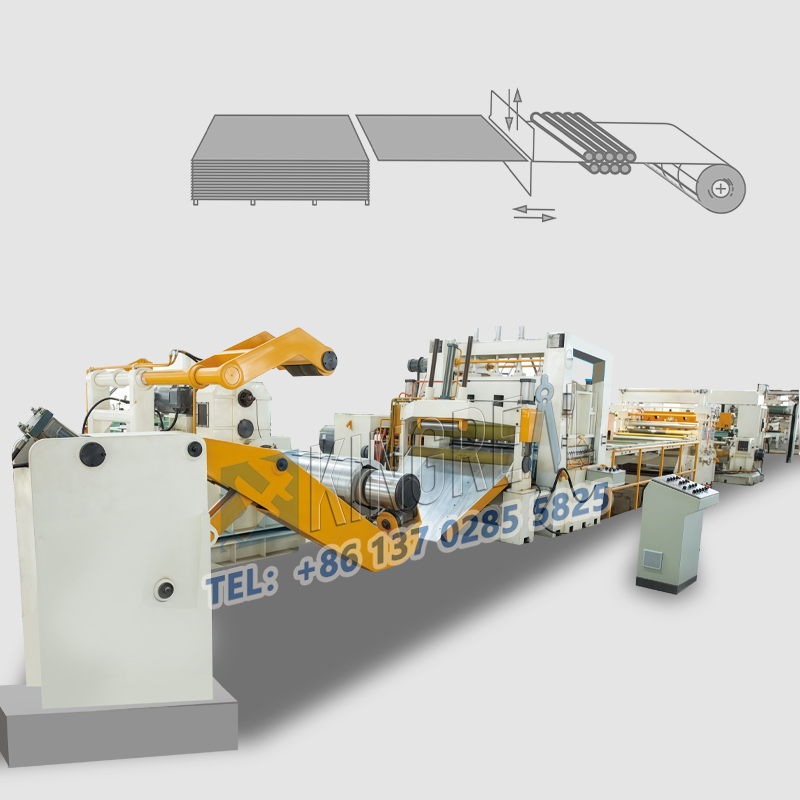
Металл шлеп тұрған машиналарТот баспайтын болат, болат, болат, алюминий, мыс, мыс, мыс, мыс, мыс, мыс, мыс, мыс, мыс, суық, илек және PPGI, процестер арқылы тосқауыл қою үшін тар жолақтарды өндіру үшін қолданылады. Бұл металл шелек сызықтары металл өңдеу саласында кеңінен қолданылады. Металл катушкаларын ұсақ өңдеудің негізгі байланысы ретінде, металл шелек машинасы шикізатты төмен дайын өнім өндірісімен қосады. Олардың ішінде автомобиль бөлшектері, үйдегі снарядтар және құбырларды өндіру сияқты салалардағы металл шлеп тұрған желілерге сұраныс ерекше күшті.
Сондықтан, металды шлеп тұрған сызықтар мен конструкциялық процестерді түсіну кәсіпорындар өндіріс процедураларын оңтайландыруға, материалдық қалдықтарды азайтуға, өнімнің дәлдігін арттырып, кейінгі тиімді өндірістің негізін қалауға көмектеседі. Бұл мақалада Кингриальды болат слиттер барлығына арналған бес кеңестерден металл шлеп тұрған машиналар мен кастрюльдер туралы негізгі білім енгізеді.

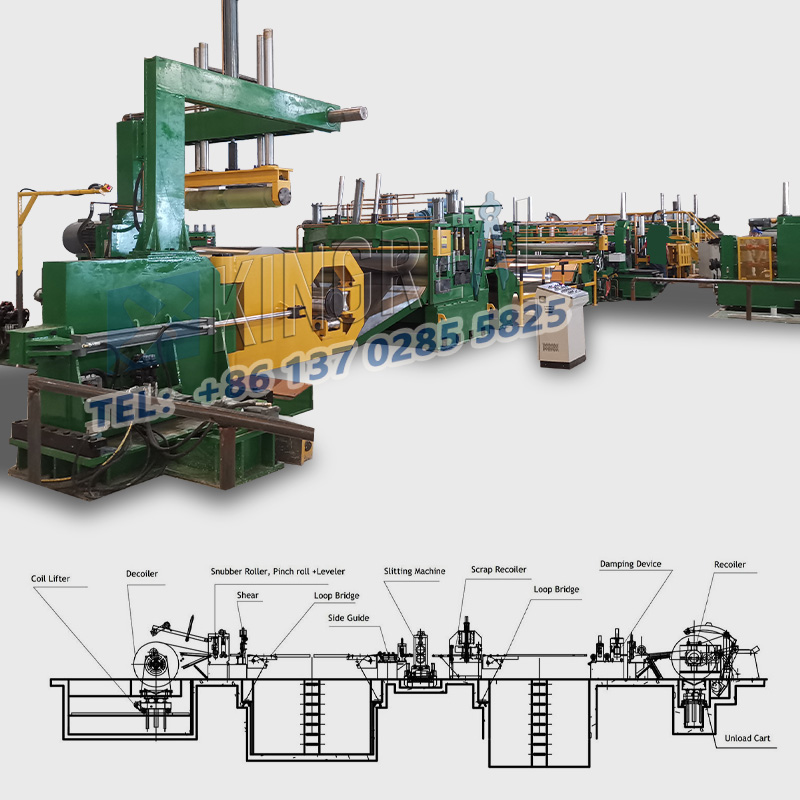
- Металл шлеп тұрған сызыққа арналған аванс
Декойлер болат жолақтар мен алюминий жолақтары сияқты металл катушкаларды тұрақты түрде шығару үшін қолданылады, мысалы, катушкалардың ауытқуы немесе біркелкі емес кернеудің алдын алады. Әдетте, металдан жасалған доғалармен жабдықталған дабылерге катушкаларды тіркейтін білік пен кернеуді басқару жүйесі бар. Кейбір металл шлеп тұрған машиналар сонымен қатар әр түрлі ені / қалыңдығы металл катушкаларына бейімделетін автоматты түрде орталық құрылғымен жабдықталған.
- Металл шлеп тұрған сызыққа арналған бағыттаушы және тегістейтін қондырғы
ЖабдықтауМеталл шлеп тұрған сызықБағыттаушы және тегістеу қондырғымен тасымалдау кезінде катушканың иілісі мен әжімін түзетуге, катушканың бойлық тістеу сатысына еніп, кейінгі кесу қателерін азайтуды көздейді. Сонымен қатар, нивелирлеу әсері финалдық тақтаның жазықтығына тікелей әсер етеді, бұл катушканың біркелкі болмауы салдарынан өрескел жиектерден аулақ болады
Автоматтандыру дәрежесі бойынша:
Металл шлеп тұрған машина кеңірек қабаттарды тар жолақтарға сәйкес, таяп пышақтардың бірнеше жиынтығымен, алдын ала орнатылған мөлшерге сәйкес кеседі. Олардың ішінде металл шлеп тұрған машинаның пышақ топтарының интервалының түзету дәлдігі әдетте ± 0,1М. Пышақтардың материалын Кингриаль Болат слиттер инженерлері таңдайды, бұл әр түрлі қаттылыққа сәйкес келетін жоғары жылдамдықты болат, қатты қорытпалармен үйлеседі.
- Металлдан жасалған тақтайшаға арналған орамалды
Слиптінен кейінгі тар жолақтар келесі өңдеуден кейін, тасымалдауға немесе тікелей жазылуға, келесі өңдеу процедурасына (штамптау, иілу) үшін орамға жабыстырылған. Жолақтың созылуын және өзгеруіне жол бермеу үшін орамалды кернеумен сәйкестендіру керек, олар орамалардан шығарып, бұралу кезінде, дайын орам материалдарының тығыздығын қамтамасыз ету үшін.
1-қадам: Металл шлеп тұрған сызық үшін катушкалар инспекциясы және параметрді орнату
Материалды тексеріңіз (мысалы, көміртегі болат, тот баспайтын болат, алюминий қорытпасы, кремний болаты және т.б.), қалыңдығы (0,2-16 мм), және металл катушканың ені және сәйкес параметрлеріне сәйкес келедіМеталл шлеп тұрған сызық. Жабдықты басқару жүйесінде ені, ені, жылдамдығы және кернеудің мәні сияқты енгізу пернелері.
4-қадам: Металл шелек машинасын қайта сату
Дехойлерден бастаңыз, катушкалар материалын шығару үшін оны бағыттаушы механизм арқылы туралаңыз, содан кейін катушкалар материалдың кескіш роликтері арқылы катушкалардан жасалған сыртқы күйзелісті алып тастаңыз.
3-қадам: Металл шлепту машинасы үшін дәл шың
Кескіндік тобы Slate Prize Group алдын ала белгіленген уақыт аралығында бойлық кесуді жүзеге асырады және кесу кезінде катушканы жылжытудың алдын алу үшін, катушкаларды бір уақытта бекітеді. Шетін кесу сапасын нақты уақыт режимінде бақылаңыз (мысалы, бұралмалы, бұралмаған жиектер сияқты), жағдайды қажет ететін құралдың қысымын немесе жылдамдығын дәл баптаңыз.
4-қадам: Металл шелек машинасын қайта сату
Слап отырғаннан кейін тар жолақтар Roller-ді бағыттаушы ролик арқылы енгізіп, алдын ала белгіленген кернеуге сәйкес орамдарға оралады. Кейбір модельдер автоматты түрде сырғанау және таңбалау функцияларымен жабдықталған
 |
 |
2 шешім: Металл шлеп тұрған машинаның бағыттаушы механизмінің орталық функциясын тексеріп, пышақ тобының орналасу жүйесін қайта тексеріп, кернеуді басқару параметрлерін оңтайландырыңыз.
Металл материалдары бойынша: тот баспайтын болаттан жасалған катушкалар шләшетін машина, болат жолақ сырғытпасы, кремний болат катушкалар шләшелік машинасы, алюминий катушкалар тақтайшасы ...
Материал қалыңдығы бойынша:Жеңіл парызды сырғанау машинасы(0,2-3 мм),Орташа кезекші доңғалақ машинасы(3 мм-6ММ),Ауыр баж салығы(6-16 мм).
Автоматтандыру дәрежесі бойынша:Толық автоматты металл шлепту машинасы, жартылай автоматты металданың шлейу желісі.
Реттеу арқылы:Жоғары жылдамдықты металл шлепту машинасы, Қос слиттердегі катушкалар, Белдік кернеу катушкалары.
1-проблема: Жиекті кесу кезінде борлер мен бұйра жиектері пайда болады
Мүмкін себептері: пышақ киімі / пассивация, пышақ тобының аралық интервалын дұрыс реттеу және кесу жылдамдығы мен металл материалдары арасындағы сәйкессіздік.
1 шешім: үнемі тексеріп отырыңызМеталл шлеп тұрған сызықПышақтарды ауыстырыңыз, пышақтың топтарын қайта тексеріп, кескіш жылдамдықты металлдың қаттылыққа сәйкес реттеңіз.
2-проблема: Слиптінен кейінгі жолақтардың еніндегі шамадан тыс ауытқу
Мүмкін себептері: катушканың дәл еместігі, дұрысты орталық, құрал тобының жеткіліксіз дәлдігі және катушканың жылжуы тудыратын кернеу тербелістері.
2 шешім: Металл шлеп тұрған машинаның бағыттаушы механизмінің орталық функциясын тексеріп, пышақ тобының орналасу жүйесін қайта тексеріп, кернеуді басқару параметрлерін оңтайландырыңыз.
3-проблема: орамалы зат орамадан кейін мыжылған немесе мыжылған болады
Мүмкін себептер: орамалды немесе тегіс емес кернеу, асинхронды орамалар жылдамдығы және кесу жылдамдығы, катушкалар материалының толық емес нивелирлеуі.
Шешім: Орамзаттың кернеуін тиісті мәнге реттеңіз, кесу және орау жылдамдығын бір уақытта оңтайландырыңыз және металл шелек машинасындағы тегістеу машинасының ролик біліктерінің тозғанын тексеріңіз.
* Шлиц-процесті сапалы тексеру
Өлшемді тексеру: Калиперлер мен лазердің ені өлшеуіштерін олардың бұйрық талаптарына сай болуын қамтамасыз ету үшін тар жолақтардың ені мен қалыңдығының дәлдігін тексеру үшін қолданыңыз.
Көрнекі тексеру: көзбен немесе кесілген жиектің тегіс және босатылғанын және орам материалының бетіне сызаттар немесе әжімдер бар-жоғын тексеріңіз.
Өнімділік тестілеуі: плитканың механикалық қасиеттерін (мысалы, созылу күші) өңдеуге байланысты зақымдалғанын тексеріңіз.
* Металл шлеп тұрған машиналарға күнделікті техникалық қызмет көрсету
Тұрақты тазалау: металл қоқыстарын ішкі жағынан алыңызМеталл шлеп тұрған сызықОның құралын құрсауда тұрып, бағыттаушы механизмнің дұрыстығына әсер етуіне жол бермеу үшін.
Компоненттерді майлау: Майлауға арналған майларды үнемі қондырғыларды қондырғыларға, мысалы, құрал-жабатын топтарды және тозуды азайту үшін алып тастау / қайта орау
Пышақпен қамтамасыз ету: пышақ проблемаларына байланысты өңдеу сапасына әсер ету үшін пышақтарды үнемі жылтыратып, пассивті түрде құйыңыз немесе оларды кию немесе ауыстыру.
Жүйелік калибрлеу: Металл шлеп тұрған сызықтың нақты жұмыс істеп тұрғанына көз жеткізу үшін, PLC басқару жүйесінде параметрлерді ай сайын калибрлеңіз.