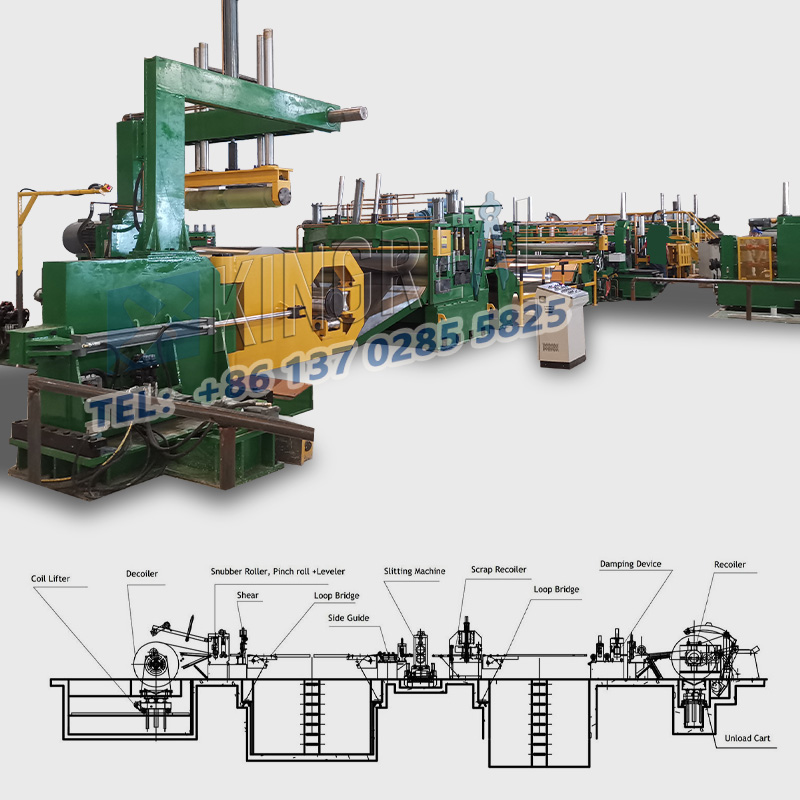
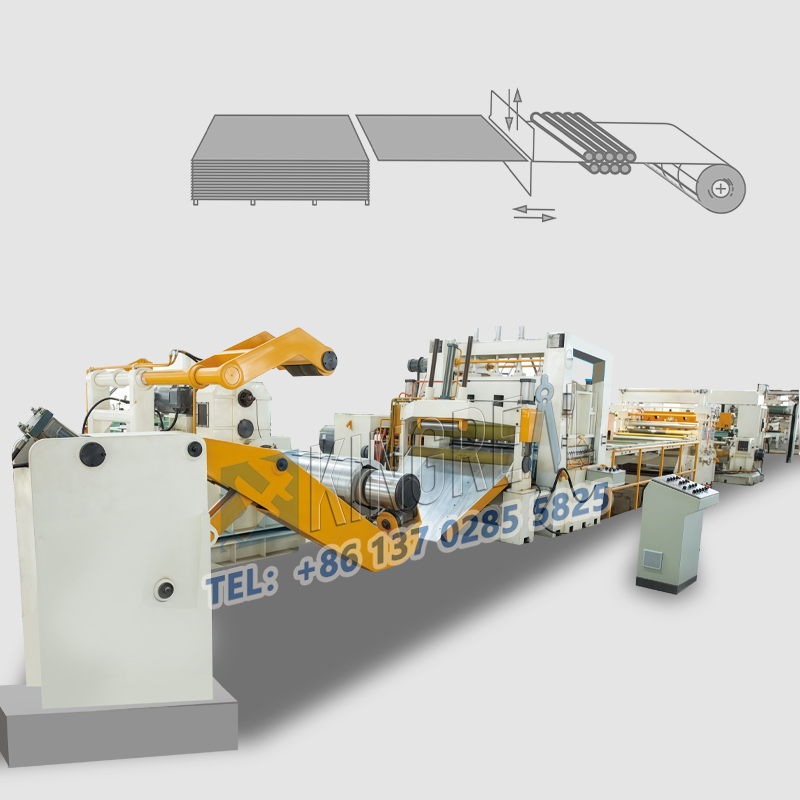
Тот баспайтын болаттан жасалған сызықтарға кесілгенметалл өңдеу өнеркәсібінде әртүрлі металл катушкалар, соның ішінде болат, тот баспайтын болаттан, алюминий, темір, суық, ыстық, ыстық илек және ППГИ-ді дәлірек жылжыту үшін кеңінен қолданылады.
Өндірістегі керемет өнеріне қарамастан, тот баспайтын болат Ұзындық машиналарға кесілген тот баспайтын болат әлі де жұмыс кезінде ауытқуды бастан өткере алады.
Бұл мақалада үш тұрғыдан ұзындық сызықтарға кесілген тоқаштарды жоюды жоюға болады: механикалық құрылым, басқару бағдарламасы және параметрлер, материалдық және технологиялық үйлесімділік.

(1) Жетек компоненттерінің тозуы
-ДаТот баспайтын болаттан ұзындыққа кесілген машиналар, жетек компоненттерінің тозуы - ауытқудың жалпы себебі.
Тегіс, SPROCKETS және ұзақ уақыт жұмыс істеген басқа да дисконенттер тозуы мүмкін, нәтижесінде тамақтандырудың дәлдігі төмен және, сәйкесінше, кесу өлшемдері азайды.
Тот баспайтын болаттан жасалған симптомдар. Қалың болат тақтайшаларды үздіксіз кесу кезінде өлшемді ауытқуы 0,3 мм, қолайлы ± 0,2 мм диапазоннан асады.
Шешім: Осы мәселені шешу үшін жетекші компоненттерді үнемі тексеріп отыру ұсынылады. Егер редуктордың тозуы 15% -дан асса немесе тізбекті ұзарту 2% -дан асып кетсе, оларды тез арада ауыстыру керек.
Сонымен бірге, трансмиссия коэффициенті механикалық беріліс дәлдігін қалпына келтіру үшін калибрлеу керек. Бұл шара тұрақтылық пен дәлдікті айтарлықтай жақсарта алады.
(2) Тамаша бағыттаушы-теміржолдан шығару
Торналар мен бағыттаушы рельс арасындағы тазартудың жоғарылауы да ауытқуды жоюға ықпал ететін маңызды фактор болып табылады. Уақыт өте келе, рельстен астам рельс ұзақ уақытқа созылған қозғалыс есебінен тозады, ал құрал-саймандардың тұрақтылығына әсер етуі мүмкін.
Тот баспайтын болаттан жасалған симптомдар: Ұзын сызықтың сәтсіздігіне кесілген: Қалыпты жағдайда, құрал-жабдықтар мен бағыттаушы рельс арасындағы тазалық 0,05 мм-ден аз болуы керек. Шамадан тыс тазартқыш кесу кезінде, кесу кезінде кесуге әкелуі мүмкін, нәтижесінде кесілген парақ өлшемінің ауытқуы тудыруы мүмкін.
Шешім: Сезімталдықты тексеру үшін Сезім өлшегішті пайдаланыңыз. Егер ол стандартты мәннен асып кетсе, бағыттағыш рельсті орнатыңыз немесе зақымдалған бағыттағыш рельсті жүгірткіні ауыстырыңыз. Аппараттық құрал зауыты осы түзетуден кейін 0,25 мм-ден 0,08 мм-ден 0,08 мм-ге дейін ауытқуды азайтты, бұл түзетудің тиімділігін көрсетеді.
(1) Бағдарламалық логикалық қателер
-ДаТот баспайтын болаттан жасалған машинаға кесілгенОперациялар, PLC бағдарламасының логикалық қателері де ауытқудың ортақ себебі болып табылады. Арнаның бұзылған уақыты және бағдарламадағы нұсқаулықтарды кесу және кесу нұсқаулары материал толығымен тамақтанғанға дейін кесуді бастайды, нәтижесінде асты сызыңыз.
Тот баспайтын болаттан жасалған көріністер: мысалы, ұзындығы жеткіліксіздігімен қиылған: мысалы, кейбір жағдайларда кесу материал толығымен берілмес бұрын басталады, бұл төмендету дәлдігіне тікелей әсер етеді.
Шешім: I / O нүктесінің күйін бақылау үшін бағдарламалық диагностиканы қолдану ұсынылады және «Беру-детекс-кесілген» логикасын қайта құрыңыз. Сонымен қатар, әрекеттің дәйекті дәлдігін қамтамасыз ету үшін Кешіктіріп тексеру туралы нұсқауларды қосыңыз. Бұл оңтайландыру тот баспайтын болаттан жасалған тұрақтылықты ұзартатын машинаның тұрақтылығын едәуір жақсартады.
(2) Ортақ параметр параметрлері
Орындалатын параметр параметрлері сонымен қатар ұзындық сызықтарға кесілген тот баспайтын болаттан жасалған дәлдікке әсер ететін айтарлықтай фактор болып табылады. Қате берілмеген ұзындық параметрлері немесе сәйкес келмейтін кесу және беру жылдамдығы және беріліс жылдамдығы жиынтық ауытқуларға әкелуі мүмкін.
Тот баспайтын болаттан жасалған симптомдар: мысалы, машинаның ұзындығы 100 мм-ге орнатылса, бірақ нақты беру ұзындығы 99,5 мм, ұзақ мерзімді жұмыс айтарлықтай өлшемге әкеледі.
Шешім: жемшөптің импульстік санын (миллиметрге импульстар санын) қайта тексеріңіз және пластинаның қалыңдығы мен материалына негізделген кесу жылдамдығын реттеңіз. Қалың тақтайшалар үшін кесу жылдамдығын 30 есе / минуттан аспайтын етіп орнату ұсынылады, ал жұқа тақталар үшін, ол минутына 60 рет жетуі мүмкін.
Параметрлерді түзеткеннен кейін, тот баспайтын болаттан жасалған қайта өңдеу зауыты 10 метрлік ұзындыққа қарағанда 0,1 мм-ден кем, ұзындығы 0,1 мм-ге жетпейді, бұл параметрді түзетудің маңыздылығын көрсетеді.
(1) Пластин біркелкі емес
Тот баспайтын болаттан жасалған табақтарды кескен кезде, біркелкі емес стресс, соңғы өлшемді тұрақтылыққа әсер еткеннен кейін, кесуден кейін көктемгі пайда болуы мүмкін.
Тот баспайтын болаттан жасалған симптомдар Ұзын сызықтың бұзылуы: мысалы, суық илектелген пластинаның серіппелі жылдамдығы 1-2% -нан жоғары болуы мүмкін, бұл кесілгеннен кейін өлшемді шөгуі мүмкін.
Шешім: металлға стрессті рельефті, мысалы, тегістеу немесе қартаю, мысалы, деңгейдегі көктемде жасау немесе бағдарламадағы көктемнің орнын толтыру ұсынылады (материалға байланысты 0,1-0,3 мм болатын өтемақы мәнін белгілеу). Өтелгеннен кейін суық илектелген парақ фабрикасы кесудің дәлдігін қамтамасыз ете отырып, ≤0.1m-дің кесу өлшеміне қол жеткізді.
(2) кернеудің ауытқуын беру
Арна кернеуінің тұрақтылығы тікелей дәлдікке әсер етеді. Егер арна роликінің кернеуі тұрақсыз болса, парақ металын тамақтандыру кезінде сырғып немесе әжеңдіре алады, нәтижесінде бақыланбайтын кескіш өлшемдер пайда болады.
Тот баспайтын болаттан жасалған симптомдар Ұзындығы бойынша кесілген сызықтық ақау: кернеуді басқарудың сәтсіздігі біркелкі емес тамақтануға әкелуі мүмкін, бұл өз кезегінде кесу сапасына әсер етеді.
Шешім: кернеуді басқару жүйесін тексеру ұсынылады. Пневматикалық кернеулер тығыздағыштарды ауыстыруды қажет етеді, ал гидравликалық кернеулер қысым датчикті калибрлеуді қажет етеді. Реттеуден кейін болат жолақ диірмені кері шиеленісті ± 5% -дан ± 1% -ға дейін төмендетеді, бұл кесу дәлдігін тиімді жақсартады.
 |
 |
 |
ЖұмысындаТот баспайтын болаттан ұзындыққа кесілген машиналар, кесуді жою көбінесе факторлардың жиынтығынан болады. Механикалық құрылымға, бақылау бағдарламаларына және параметрлеріне, материалдық және технологиялық үйлесімділікке қатысты кешенді тергеу мәселелерді тиімді анықтап, мақсатты жөндеу жұмыстарын жүргізе алады.
Беріліс компоненттерін үнемі жүргізе отырып, бағдарламалық логиканы, дәл реттеуді және материалдық сипаттамаларға бейімделу арқылы, өндірушілер кескіш ауытқуларды азайтады және автомобиль бөлшектері мен аппараттық құрал сияқты салалардың қатаң кесу талаптарына сәйкес келеді.
Тот баспайтын болаттан жасалған, ұзындығымен кесілген әрбір аспектілерді үнемі жақсарту арқылы, бәсекеге қабілетті нарықта жеңіске жетуі мүмкін.
Осы баптағы талдаулар мен ұсыныстар байланысты салалардағы ақаулықтарды жою стратегиялары мен шешімдерін ұсынады деп сенеміз.