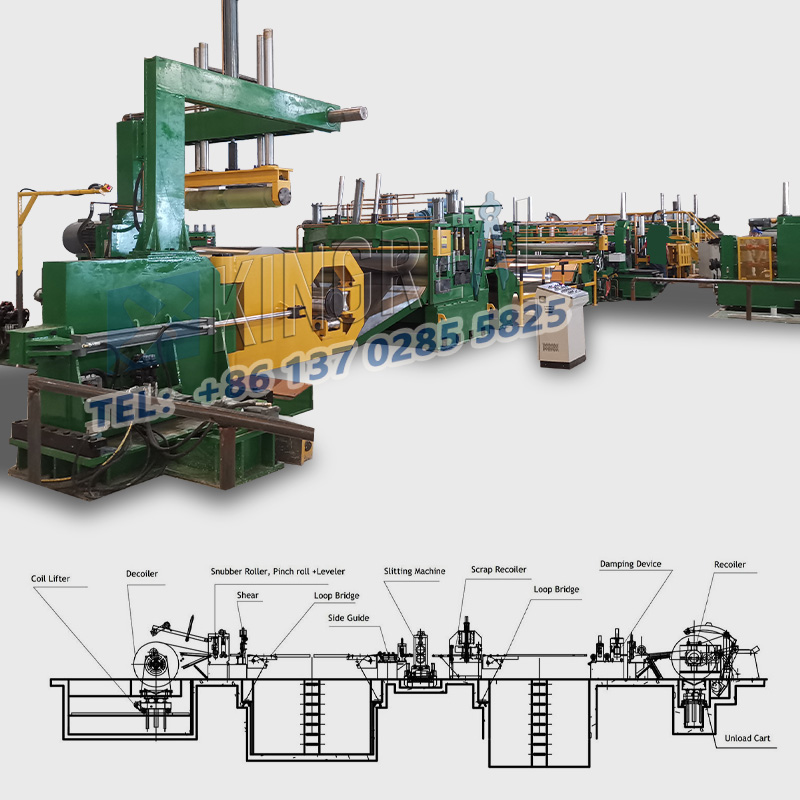
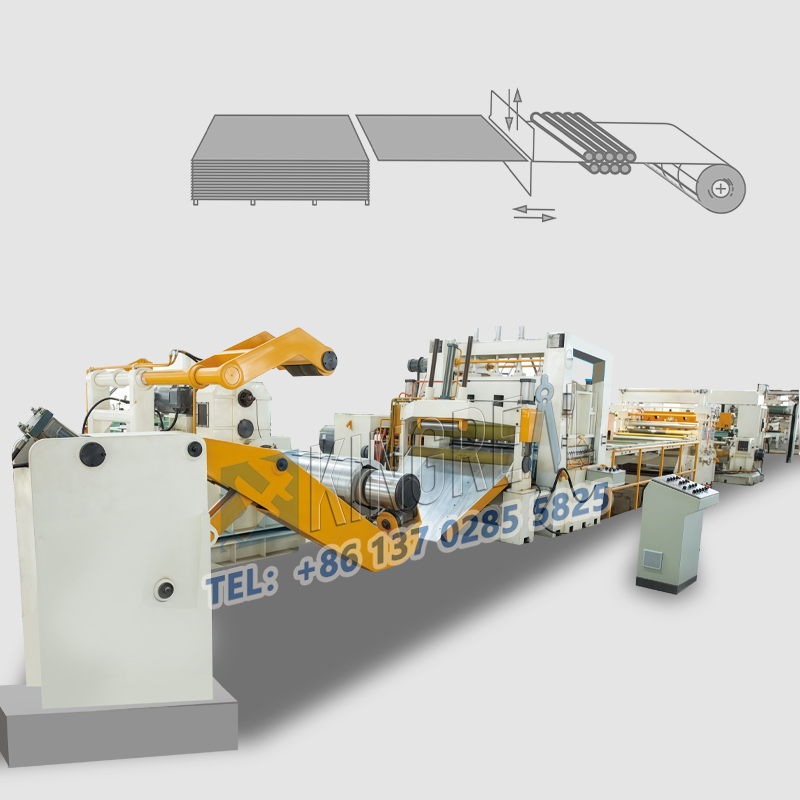
(I) калибрлеуҚатты өлшеуіш ұзындық сызықтан кесілгенНегізгі компоненттер
Берілім ролик дәлдігі:
Шығыршақтың параллелизмін үнемі тексеріп отырыңыз, қатені ≤0.05mm / m ішінде басқару керек және роликтің беті мен тақтай беті арасындағы алшақтықты өлшеу үшін оны қолданыңыз. Егер тозу 0,1 мм-ден асып кетсе, оны жер немесе ауыстыру қажет; Серву мотор кодтағышты калибрлеу үшін лазерлік интерферометрді қолданыңыз, ал жемді анықтау дәлдігі жоғары жылдамдықты кесу кезінде ≤ + 0.1MM болуы керек.
Қайшылар пышақ калибрлеу:
Үлкен және төменгі пышақтардың параллелизмін 0,02-0,05 мм-де ұстауы керек, оларды пышақтардың қалыңдығы бойынша анықтауға болады, мысалы, жіңішке тақтайшалар арасындағы алшақтық (₸ 22 мм) 0,01-0.03mm, ал орташа және қалың плиталар арасындағы алшақтық (2-6 мм) - 0,03-0,08mm;
Пышақтың тік қателігі - ≤0.03mm / 100mm. Егер ол толеранттылықтан асып кетсе, құрал ұстағышының тікеюін жылтырату қажет.
(Ii) Ұзындық машинасына кесілген ауыр өлшегішті күнделікті қызмет көрсету
Қабық өлшеуге арналған майлау жүйесі: Ұзындығы бойынша кесіңіз: жыл сайын редуктордың майы деңгейіне дейін, толқындық қысым жүйесінің майсыз температурасын тексеріңіз және күн сайын бағыттаушы рельске дейін 32-46кстің майсыз сұйықтығын қолданыңыз.
Ұзындығы бар ауыр өлшеуішке арналған электр жүйесі: әр тоқсан сайын кодератор, торлы сызғышты және басқа сенсорларды алкогольмен сүртіңіз және оны алкогольді алкогольмен тазалаңыз, ол 1/3-тен асады; Бөлшектерді бекіту: үнемі ткҚұрал ұстағыш пен бордақылау механизмінің болттарының коркісі, мысалы, M12 болттарының моментін 80-100N m моментін сақтау керек.

(I) кесу жылдамдығы мен тамақтандыру жылдамдығы
Тиісінше, әр түрлі материалдар мен қалыңдығынан жасалған тақталардың жылдамдығын түзету керек: салқындатылған болат тақтайшалар (0,5-3 мм) кесу жылдамдығы 30-80 м / мин, аз жылдамдықты аз жылдамдықты кесу кезінде салқындату жүйесін қосу керек; Тот баспайтын болат тақтайшалар (1-5mm) Кесу жылдамдығы 15-40 м / мин, азықтандыру жылдамдығы 10-35m / мин, ал пышақты қалайы жабынымен жабу керек; Алюминий қорытпалары (0,8-4 мм) Кесу жылдамдығы 40-100 м / мин, тамақтандыру жылдамдығы 35-90 м / мин, Сұйық сұйықтықты майлау қолданылады.
(II) Пышақ бұрышы және қысымның бұрышы, бұрышты бұрышы (Үлкен және төменгі пышақ үшін), мысалы, жоғары және қалың плиталар үшін, ал артқы бұрыш (артқы жағын бетіне арналған бұрыш), мысалы, артқы бұрыш (артқы жағын бетіне арналған бұрыш), әдетте, бұрышы. Басқыш: Пластинаның қалыңдығы, 2-3кн, 1 мм пластинада, 2-3NN, 2-3NN, 3 мм табаққа арналған 2-3n, Қысым датчигі арқылы нақты уақыттағы бақылау, қысым жеткіліксіз, бұл тақтайға оңай соғуға болады.

(I) катушкалар / плиталар үшін қабылдау стандарттары
Жаздық: Болат тақтайша бүйірлік бүйірлік бүйірлік бүйірлік бүйірлік бүйірлік бүйірлік ≤1mm / m, толқындар
Қаттылық ауытқуы: ≤15HB плиталарының қаттылық айырмашылығы, Rockwell қаттылық тестімен кездейсоқ тексеру, біркелкі емес қаттылық пышақтың сәйкес келмейтініне әкеледі.
(Ii) Бос алдын ала рәсімдеу
Бетті тазалау: Май дақтарын және оксиді шкаласын алыңыз (ацетонмен немесе механикалық жылтыратылған), қалдық қоспалар пышақтың тозуы болады; Клиннен арылу: Қалыңдығы бойынша, қалыңдығы бойынша, 0,5 мм пластиналар 50-80N / MM, 150-200n / M. 150-200N / M.

(I) жұмысқа дейінгі дайындық пункттеріҚатты өлшеуіш ұзындық сызықтан кесілген
Параметрлерді орнату практикасы: әр түрлі материалдардың сәйкес ережелерін, мысалы, «Жылдам-саңылау-қысымды» әр түрлі материалдарды сәйкестендіруді үйреніңіз, мысалы, тот баспайтын болаттан 3 мм, пышақ нүктесі 0,05мм, Force 6KN басу; Автоматты құралдарды орнату жүйелерін, мысалы, лазерлік құралдарды орнату құралдары, құрал параметрлерін орнату дәлдігі ≤0.02mm.
Ұзындық машинасына кесілген ауыр өлшегішке арналған шешендік қабілеті: пышақтың соқтығысуы сияқты пышақ жиегін тексеру үшін қатты өлшеуішті тоқтатыңыз; Кесілген бетінің беті 0,1 мм-ден асқан кезде, оның пышақ киімі немесе тым үлкен алшақтықты анықтаңыз.
(ii) Ұзындық машинасына кесілген ауыр өлшеу процесі үшін жұмыс процесін стандарттау
Алдын ала қыздыру: ≤2 ℃ температураның өзгеруіне және жылу тұрақтылығына жету үшін 10-15 минут ішінде бос жұмыс істеңіз;
Алдымен үш тексеру: Алғашқы бөлігін кескеннен кейін, мөлшерін өлшеу үшін 0,02 мм дұрыстығы бар верерье калипрін қолданыңыз, теру индикаторын, теру индикаторын, бұрылысты, бұрылысты тексеріңіз.

(i) Интернеттегі анықтау құралдарыҚатты өлшеуіш ұзындық сызықтан кесілген
Фотоэлектрлік сенсор - бұл нақты уақыт режиміндегі берілетін ұзындығын және ауытқу ± 0,3 мм-ден асқан кезде автоматты түрде дабыл береді.
(ii) Ұзындық машинасына кесілген ауыр өлшеуіш стандарт
Ұзындық өлшемі: ≤1000 мм ± 0,5 мм болған кезде рұқсат етілетін қате, қашан 8 дана үшін кездейсоқ тексеру үшін верерниер калипрін қолданыңыз; Диагональды ауытқу: әр ауысымның бірінші және соңғы бөліктерін тексеру үшін 0000mxx1000mm пластиналы пластикасы, әр түрлі-түсті сызықпен: Берілген бетті тік ұстау үшін пайдаланыңыз: ≤0.5 ° Жұтылған ауытқу, кездейсоқ сызғышты пайдалану үшін бұрышты сызғышты пайдаланыңыз 1 дана. Әр 2 сағат сайын.
(Iii) Ұзын сызыққа кесілген ауыр өлшегіштің жалпы сапа проблемаларын шешу
Өлшем Толеранттылық: Егер арна ролигі тартып алса, кернеуді реттеңіз немесе тозған роликті ауыстырыңыз; Егер серво мотор кодермасы сәтсіз болса, импульскопты пайдаланып, импульсті сигналды анықтап, зақымдалған бөлшектерді ауыстырыңыз.
Кесу беті Стандарттан асады: Пышақтың жиектері радиусы> 0,03 мм болған кезде, оны ≤0,01mm дейін қайта тегістеу керек; Пышақ айырмашылығын стандартты мәнге өзгертіңіз.

Семинар температура мен ылғалдылық: температура: ылғалдылығы 15-30 ₸, ылғалдылығы fter60% RH-де, ылғалды қоршаған ортаға тигізбеңіз;
Сейсмикалық шаралар: Жабдық негізі бар бетон құю, жабдық қоры үшін, түйреуіш көздерден, мысалы, дірілді, мысалы, дірілді үгітіңіз (≤0.5G); ҚауіпсіздікАуыр өлшегішті ұзындығына кесіңізҚорғау қосулы кезде автоматты түрде өшеді.