Ыстық домаланған дөңгелек сызықМеталл өңдеу өнеркәсібінде кеңінен қолданылатын маңызды өндірістік жабдықтар. Оның негізгі функциясы - кең илектелген металл катушканы ұзындықтың ұзындығы бойымен қажетті енінің бірнеше жолақтарына кесу. Бұл жолақтар, әдетте, кейіннен өрлемеу, бос, салқын иілу және штамптау процестерінде қолданылады және әртүрлі өнеркәсіп өнімдеріне арналған негізгі материалдар болады. Бұл мақалада жұмыс ағынын, техникалық параметрлерді, жалпы операциялық мәселелер мен ыстық илектелген шлеп тұрған машинаның шешімдері егжей-тегжейлі енгізіледі. Егер сізге қосымша параметрлер немесе бейне туралы ақпарат алу қажет болса, Кингриаль Болат слиттерімен кездесуге қош келдіңіз!

Ыстық тақтайшалар - бұл қызып кеткеннен кейін домаланған болат тақтайшалар немесе жолақтар. Оның негізгі артықшылықтары:
Жоғары қаттылық: Ыстық тақтайшалар жоғары температурада өңделеді, бұл кейбір ішкі күйзелістерді жоя алады және материалдың қаттылығын жақсарта алады.
Шығындар тиімділігі: суық илектелген тақтайшалармен салыстырғанда, ыстық илектелген тақтайшаларда өндіріс шығындары төмен және ауқымды өндіріске жарамды.
Өнімнің жоғары тиімділігі: Ыстық прокатталған доңғалақ машиналары үлкен катушкаларды тез әрі тиімді түрде, үлкен катушкаларды нарықтық сұраныстың өзгеруіне бейімделеді.
Осы сипаттамалардың арқасында ыстық илектелген тақтайшалар құрылыс құрылымдарында, ауыр машиналар өндірісі және басқа да кен орындарында кеңінен қолданылған.
|
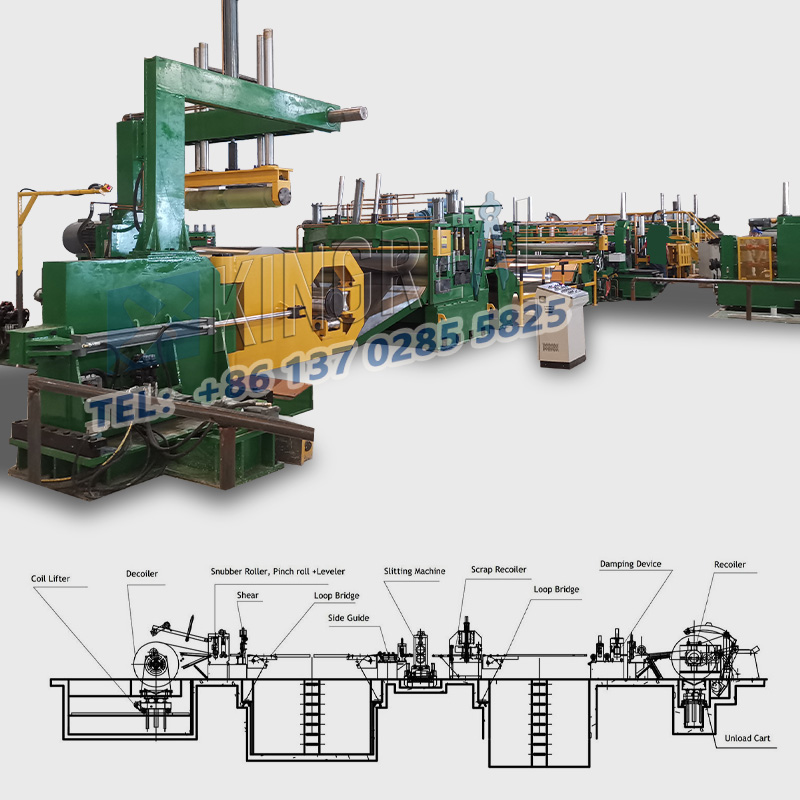
ЖүктеуЫстық домаланған дөңгелек сызық: Оператор ыстық илектелген катушканы ыдыратқышты ыдыратқыш мандрельге береді. Ыстық илектелген шлеп тұрған машинаның тойландырмауы: ыдырау негізгі катушканы шешіп, болатты тізбегі басына береді. Ыстық илектелген шләшке арналған шлепту: Слатып жатқан басында болат айналмалы пышақпен бірнеше тар жолақтарға айналады. Ыстық илектелген шлеп тұрған машинаны тексеру: оператор, техникалық сипаттаманың ені мен жиектерінің талаптарға сәйкестігін тексеру үшін әр жолақты тексереді. Ыстық прокатқа арналған стрессті жеңілдету: жіптер тайып кеткеннен кейін материалдың күйзелісін жою және иілусіз қайта оралуды қамтамасыз ету үшін драйверлер өткізілмеген шұңқырлардан өтеді. Жинақтау және қаптама: тапсырыс берушінің талаптарына сәйкес әр трандалық топтама және пакет. |
 |
Улгі
1-үлгі
2-үлгі
3-үлгі
4-модель
Түпнұсқа катушкалар
Ыстық тақтайша
Ыстық тақтайша
Ыстық тақтайша
Ыстық тақтайша
Материалдық қалыңдығы
0,8 мм-6.0 мм
0,8 мм-6,0 мм
2.0mm-12.0MM
3.0mm-16.0MM
Материалдық ені
1600 мм (Макс)
1800 мм (Макс)
2000 мм (Макс)
2200 мм (Макс)
Катушкалар
30ton (MAX)
30ton (MAX)
30ton (MAX)
30ton (MAX)
Еннің дәлдігі
± 0,15 мм
± 0,15 мм
± 0,2 мм
± 0,3 мм
Бірлік жылдамдығы
120 м / мин (макс)
120 м / мин (макс)
80 м / мин (макс)
60M / MIN (MAX)
|
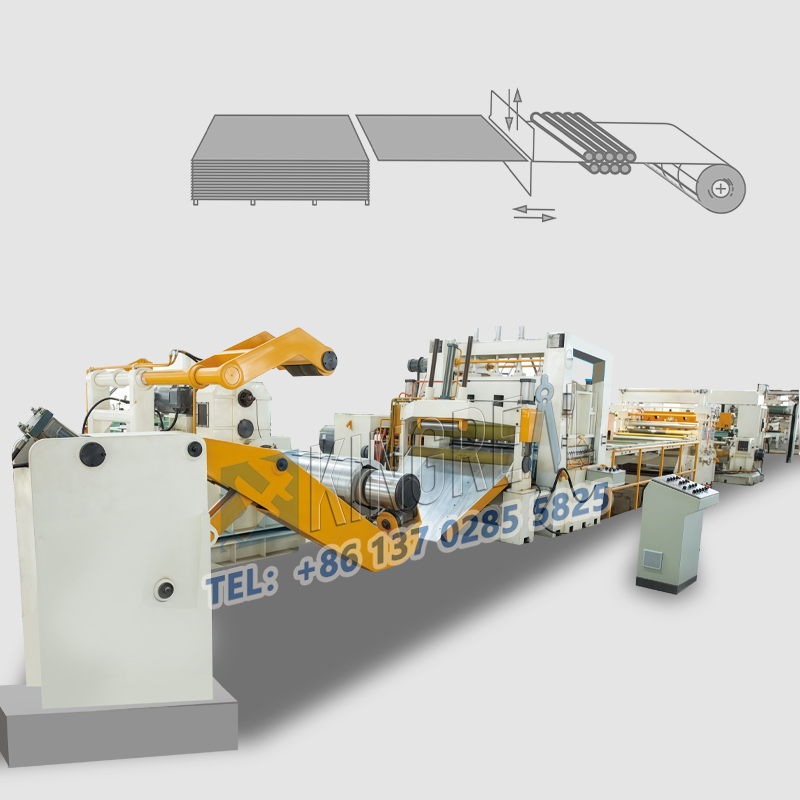
① Жоғары тиімділігі бар ыстық илектелген шлеп тұрған машина Көрнекті ерекшелігіЫстық илектелген шлеп тұрған машинаБұл бір уақытта 40 тар жолаққа дейін көтерілуі мүмкін. Бұл функция клиенттердің ауқымды өндіріске деген қажеттіліктеріне өте мұқтаж. Индустрияландырудың жеделдеуімен, әсіресе металл жолақтарға деген сұраныс, әсіресе құрылыс, автомобиль өндірісі және тұрмыстық техника сияқты салаларда өсуде. Ыстық илеменген шләлі желінің жоғары шлангі сыйымдылығы өндірушілерге қысқа мерзімде көптеген білікті өнімдермен қамтамасыз етуге мүмкіндік береді, осылайша өндіріс тиімділігін арттырады және біртұтас шығындарды азайту. |
 |
|
Qually Ыстық ыстықтай илектелген шлейегіш машинасы Ыстық илектелген шлейе желісі толық автоматтандырылған дизайнды қабылдайды және жоғары жылдамдықты жұмысқа қол жеткізу үшін жетілдірілген басқару жүйесімен жабдықталған. Өндірістің максималды жылдамдығы 120 м / мин жетуі мүмкін, демек, бірлікке көп материалдар өңдеуге, өндіріс тиімділігін одан әрі жетілдіруге болатындығын білдіреді. Толығымен автоматтандырылған дизайн тек қолмен араласу қажеттілігін азайтып қана қоймайды, сонымен бірге адамның жұмыс істеп тұрған қателіктерінің мүмкіндігін азайтады және өнімнің дәйектілігі мен сапасын жақсартады. Ыстық илеменген шлеп тұрған сызық сызығының автоматтандырылған басқару жүйесі өндірістік процесті нақты уақыт режимінде бақылап, әр түрлі материалдар мен қалыңдығының қажеттіліктерін қанағаттандыру үшін параметрлерді уақытында реттей алады. |
 |
|
③Күшеленген ыстық илектелген шлейе машинасы Клиенттердің қажеттіліктерін қанағаттандыру үшін, Кингриальды болат сырғанаушыS режимі Ыстық прокат, шлеп тұрған сызық шешімдері. Клиенттер және нақты өндіріс қажеттіліктеріне сәйкес, Кингриальды болат слиттер клиенттер үшін өндірістік процестің тиімділігі мен тегістігін қамтамасыз ету үшін әр түрлі ыстық илектелген шлеп тұрған конькимен сырланған, әр түрлі ыстық илектелген коньнежо материалдарын жобалай алады. Кингриальды болат слиттер ыстық илектелген шлеп тұрған машиналар әр түрлі қалыңдығының катушкаларына бейімделу үшін үш негізгі түрге бөлінеді: Жеңіл өлшеу машинасы: қалыңдығы 0,2 мм-ден 3 мм-ге дейін өңдеуге арналған катушкалармен мамандандырылған. Орташа өлшеу машинасы: қалыңдығы 3 мм-ден 6 мм-ге дейінгі катушкаларға жарамды. Ауыр өлшеуіш машина: қалыңдығы 6 мм 16 мм-ден 16 мм-ге дейін өңдеуге қабілетті. |
 |
ТаЫстық домаланған дөңгелек сызықшлеп тұрған процесс кезінде бүйірлік иілуді тудыруы мүмкін. Ол келесі себептермен туындауы мүмкін:
1. Шикізатты иілу:
Болат пластинаның күйзелісі жылжымалы процесс кезінде толығымен жойылған жоқ. Тыттағаннан кейін, стресс шығады, ал табақ майысқан. Пластинаның ортасындағы кернеу екі жағына шығарылған кезде, пластиналар сыртқа бүгіледі; Пластинаның екі жағындағы күйзеліс ортаға шығарылған кезде, пластиналар ортасына бүгіледі.
2. Бурсқа байланысты иілу:
Burrs Bondududendal ығысу кезінде пышақ айырмашылығының дұрыс реттелмегеніне байланысты үлкенірек. Шетінен бұралу кезінде борандар үлкенірек тақтайшаның қалыңдығына балама, бұл шеті созылып, бүгіледі.
3. Жоғарғы және төменгі жүздер арасындағы біркелкі емес олқылықтарға байланысты иілу:
Сол және оң жақсылар үлкен болғанда, қайғы-қасіреттің шегінісі одан да үлкен, ал сол және оң жақсылардан кішігірім алшақтықты сол және оң жақшасы бар жағы үлкенірек созылады, сондықтан ол бүгіледі.
4. Біркелкі емес кернеуден туындаған иілу:
Орамалау кезінде бірдей кернеуді болат тақтайшаның бүкіл еніне қолдану керек. Егер шиеленіс бір жағынан шоғырланған болса, иілу орын алады.
5. Ауытқу түзету құрылғысының жылдам қозғалуынан туындаған иілу:
Өңдеу кезінде, егер ауытқудың жылдамдығы тым жылдам болса, ауытқу түзетуімен жанасу ішінара кеңейтіліп, бүгіледі.
Егер парақ материалы бойлық қырқудан кейін бүгілген болса, ол парақтың сапасына айтарлықтай әсер етеді, сондықтан оны жою керек. НАЗАР АУДАРЫҢЫЗ, мысалы, парақты жылжыту, жабдықты реттеу және пайдалану әдісі.