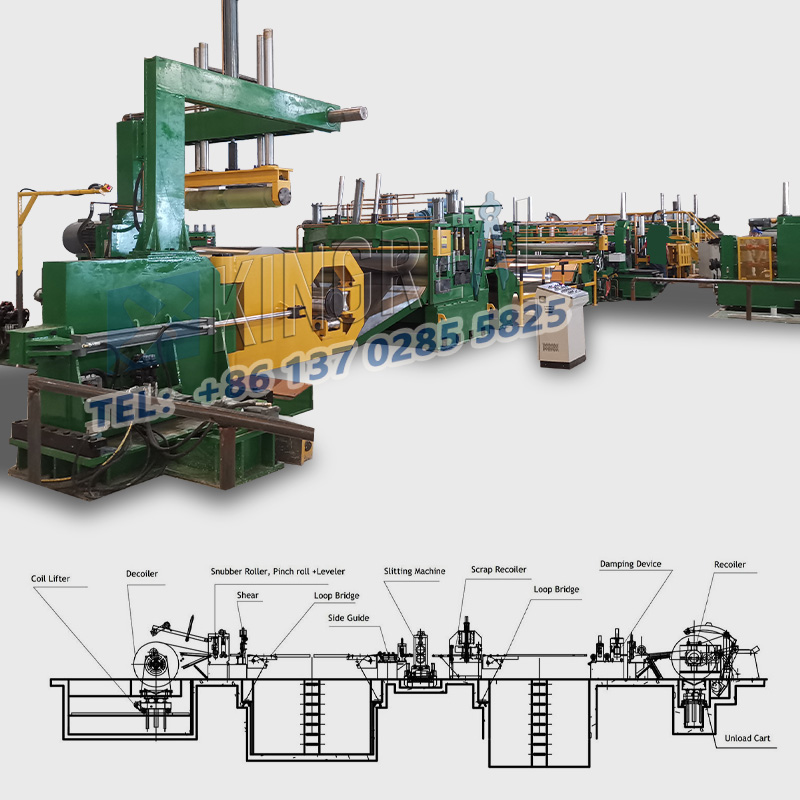
Заманауи өнеркәсіптік өндірісте,Суық илектелген болат шләшесіажырамас жабдық. Ол металл катушкалардың орналасуында маңызды рөл атқарады және соңғы өнімнің сапасына тікелей әсер етеді. Алайда, CR болат констрокс машиналарымен бөлінген материалдың біркелкі еместігі өндіріс тиімділігі мен өнімнің сапасына әсер ететін ортақ ақаулардың бірі болып табылады.

Сонымен, суық илектелген болат плиткалармен бөлінген материалдың біркелкі болуының себебі неде? Бұл мақалада Кингриальды болат сыртитер бұл мәселені жүйелі түрде сізбен талдайды және тиісті шешімдерді ұсынады.
1. Құралды дұрыс реттеу
Ең алдымен, құралды түзету - бұл кесу сапасын қамтамасыз ету үшін негіз болып табылады Суық илектелген болат сырғанау машинасы. Егер құрал зақымдалған немесе тозған болса, бұл сөзсіз кесіліп, кесуге әкеледі. Металл шикізатын біркелкі кесуді қамтамасыз ету үшін құралдың бұрышы мен күйі дәл түзетілуі керек. Құрал күйін үнемі тексеріп отырыңыз және тозған құралды уақытында ауыстыру материалдың біркелкі еместігін тиімді азайта алады. Сонымен қатар, пышақтың салдары өте маңызды. Егер пышақ нашар болса, кесу әсері де әсер етеді.
2. Беру жылдамдығы мәселесі
Арна жылдамдығын орнату материалдың кесу сапасына тікелей әсер етеді. Тым тез жылдамдық жылдамдығы материалдың толығымен кесілмеуіне әкелуі мүмкін, нәтижесінде жаралар мен біркелкі болмауы мүмкін; Тым баяу жылдамдық материалдың тым ұзақ болуына әкелуі мүмкін, нәтижесінде біркелкі емес кесуге әкелуі мүмкін. Сондықтан, жемшөптің жылдамдығын материалдың түрі мен сипатына қарай ақылға қонымды түрде реттеу қажет.
3.. Материалдың сапасы
Кесілген материалдың сапасы, сонымен қатар CR болат сырғанау машинасының кесу әсеріне әсер ететін маңызды фактор болып табылады. Кейбір материалдар тұрақты емес пішінді немесе стандартты емес сапаға байланысты суық илектелген болаттан жасалған саңылаудың кесу процесінде қиындықтар тудыруы мүмкін. Жоғары сапалы және үйлесімді материалдарды пайдалануды қамтамасыз ету кесу сапасын қамтамасыз етудің қажетті шарты болып табылады.
4. Жабдықты техникалық қызмет көрсету және күту
Тұрақты жабдықтарға техникалық қызмет көрсету және күтім салқын прокатқа арналған болаттан жасалған шлейгі машинасының қалыпты жұмысы үшін қажет. Кесу аймағын кесудің дәлдігі мен дәлдігін қамтамасыз ету үшін уақытында таза және шаң мен шаң жинау керек. Сонымен қатар, әр компоненттің жұмыс күйін тексеру, оның идентификациясы немесе зақымдануы жоқтығына көз жеткізу үшін техникалық қызмет көрсету жұмыстарының маңызды бөлігі болып табылады.
 |
 |
 |
5. Пышақтың қаттылығы және кернеуді басқару
Пышақтың қаттылығы кесу әсеріне тікелей әсер етеді. Ұзақ мерзімді пайдаланудан кейін пышақ жұмсақ болуы мүмкін, нәтижесінде руфф сияқты біркелкі болмайды. Сонымен бірге, кернеуді бақылауСуық илектелген болат шләшесіТұрақты болу керек. Егер шиеленіс жеткіліксіз немесе тым үлкен болса, ол кесу әсеріне теріс әсер етеді. Сондықтан пышақты уақтылы ауыстыру және кернеуді реттеу - біркелкі емес мәселені шешудің тиімді шаралары.
6. Нұсқаулық рельс пен пышақ ұстағышты реттеу
Жіберуші рельстің біркелкі еместігі құралды дәл кесіп тастауға себеп болады, сондықтан бағыттаушы рельсті үнемі тексеріп, реттелуі керек. Сонымен қатар, пышақ иесінің теңгерімі де өте маңызды. Теңгерілмеген пышақ ұстағыш кесу процесінде қосымша тербелістер шығарады, осылайша кесу сапасына әсер етеді. Сондықтан, пышақ ұстағышының тепе-теңдігін қамтамасыз ету және бағыттаушы рельстің тегістікі CR болаттан жасалған сырғытпалық машинаның кесу сапасын жақсартудың кілті болып табылады.
7. Қысқыш әдісін реттеу
Суық илектелген болат плиткалық сызық сызығын кесу кезінде, материалдың қысқыш әдісі кесу әсеріне әсер етеді. Егер қысқыш әдіс дұрыс болмаса, кесу процесінде шикізат кесу кезінде ығыстырылуы мүмкін, нәтижесінде біркелкі емес кесу керек. Сондықтан, бұл қысқышты жақсарту және кесу процесінде материалдың тұрақтылығын қамтамасыз ету үшін кесу сапасын жақсартудың маңызды бөлігі болып табылады.
 |
 |
 |
8. Кеттік пышақты орналастыру дағдылары CR Болат сырғанау машинасы
Кескінді орналастыру дағдылары - кесу сапасын қамтамасыз етудің маңызды бөлігі. Пышақтарды кастрюль ені бойынша орналастырыңыз, жоғарғы және төменгі пышақтардың үйлесімділігін және пышақ алшақтауын қадағалап, пышақ саңылауын басқарыңыз, бұл суық илектелген болат сырғанау машинасының жұмысына ерекше назар аударады. Пышақты орнатқан кезде пышақтың дәлдігі 0,01-0,02 мм ішінде болуын қамтамасыз ету үшін өлшеу үшін Micromle пайдалану ұсынылады.
9. Операторлар үшін сақтық шаралары
Операторлар пайдалану кезінде келесі тармақтарға ерекше назар аударуы керекШұңқырлы сырғанау машинасы: Біріншіден, тозуды азайту үшін майлауды үнемі майлау және майлауды үнемі қосып, тозуды азайту үшін бұраңыз; Екіншіден, оның қалыпты жұмысын қамтамасыз ету үшін, оның қалыпты жұмысын қамтамасыз ету үшін, оның қалыпты жұмысын қамтамасыз ету үшін роликті беріліс роликтерін тексеріңіз және жағымсыз немесе ластануға байланысты біркелкі емес кесуден аулақ болыңыз; Соңында, оператор суық илектелген болаттан жасалған болат шлейу желісінің қалыпты жұмысын қамтамасыз ету үшін басқару тақтасының қуат қосқышы мен күйін үнемі тексеріп отыруы керек.